Gas compressor, unit for separating a gas mixture incorporating such a compressor, and method of separating a gas mixture incorporating such a compressor
US20070122272A1
2007-05-31
10/580,797
2004-11-24
Abstract:
The inventive gas compressor (1) comprises n in series connected stages (C1, C2, C3, C4, C5), wherein n is equal to or greater than 3, each stage is followed by a cooler (R1, R2, R3, R4, R5), at least two coolers have different compressed gas pressure drops, the cooler exhibiting a smaller pressure drop being mounted upstream from the cooler exhibiting a higher pressure drop.
Interested in similar patents?
Get notified when new applications in this technology area are published.
Classification:
F25J3/0406 » CPC main
Processes or apparatus for separating the constituents of gaseous or liquefied gaseous mixtures involving the use of liquefaction or solidification by rectification, i.e. by continuous interchange of heat and material between a vapour stream and a liquid stream for air; Providing pressurised feed air or process streams within or from the air fractionation unit by compression of cold gaseous streams, e.g. intermediate or oxygen enriched (waste) streams of nitrogen
F04D29/5826 » CPC further
Details, component parts, or accessories; Cooling ; Heating; Diminishing heat transfer specially adapted for elastic fluid pumps Cooling at least part of the working fluid in a heat exchanger
F25J3/04018 » CPC further
Processes or apparatus for separating the constituents of gaseous or liquefied gaseous mixtures involving the use of liquefaction or solidification by rectification, i.e. by continuous interchange of heat and material between a vapour stream and a liquid stream for air; Providing pressurised feed air or process streams within or from the air fractionation unit by compression of warm gaseous streams; details of intake or interstage cooling of main feed air
F25J3/04024 » CPC further
Processes or apparatus for separating the constituents of gaseous or liquefied gaseous mixtures involving the use of liquefaction or solidification by rectification, i.e. by continuous interchange of heat and material between a vapour stream and a liquid stream for air; Providing pressurised feed air or process streams within or from the air fractionation unit by compression of warm gaseous streams; details of intake or interstage cooling of purified feed air, so-called boosted air
F25J3/0403 » CPC further
Processes or apparatus for separating the constituents of gaseous or liquefied gaseous mixtures involving the use of liquefaction or solidification by rectification, i.e. by continuous interchange of heat and material between a vapour stream and a liquid stream for air; Providing pressurised feed air or process streams within or from the air fractionation unit by compression of warm gaseous streams; details of intake or interstage cooling of nitrogen
F25J2215/40 » CPC further
Processes characterised by the type or other details of the product stream Air or oxygen enriched air, i.e. generally less than 30mol% of O
F25J2230/04 » CPC further
Processes or apparatus involving steps for increasing the pressure of gaseous process streams Compressor cooling arrangement, e.g. inter- or after-stage cooling or condensate removal
F25J2290/12 » CPC further
Other details not covered by groups - Particular process parameters like pressure, temperature, ratios
F01D1/02 IPC
Non-positive-displacement machines or engines, e.g. steam turbines with stationary working-fluid guiding means and bladed or like rotor, e.g. multi-bladed impulse steam turbines
Description
The present invention relates to a gas compressor and to a unit for separating a gas mixture incorporating such a compressor.
In a conventional multistage compressor, the gas compressed in one stage is cooled in an inter-stage cooler or intercooler before being sent to the next stage, so that the gas remains at an acceptable temperature for the next compression stage. The gas compressed in the final stage is also cooled downstream of this stage. The gas cooled by the cooler undergoes a pressure drop. According to the prior art, the same pressure drops undergone by the compressed gas are the same for each cooler, whatever the pressure of the compressed gas that they cool.
The term “compressor” includes blowers, boosters and compressors followed by boosters forming a single machine. The compressors in question may be centrifugal, axial, radial or reciprocating compressors or combinations of these types of compressors. The compressors may have intermediate inlets and/or outlets.
The air passes into the compressor from the upstream into the downstream end. One stage of a compressor is upstream of another stage if the air passes into this stage before passing into the other stage.
All the pressures are absolute pressures.
In so far as the same pressure drops cost only little energy at high pressure compared with at medium or low pressure, instead of having a compressor having intermediate coolers with the same pressure drops at each of the stages, using higher gas pressure drops on the stages compressing the gas to the highest pressure it is possible to save on the investment cost of the compressor.
One object of the invention is to provide a gas compressor having n stages connected in series, where n is equal to at least 3, each stage being followed by a cooler characterized in that at least two coolers have different pressure drops for the compressed gas, the cooler having the lower pressure drop being upstream of that having the higher pressure drop.
According to other optional aspects of the invention:
-
- the cooler of the final stage of the compressor has a higher pressure drop than that of the first stage;
- the compressor comprises at least four stages, in which the final stages of the compressor have a higher pressure drop than the first ones;
- at least two coolers have pressure drops differing by at least 30%, or at least 50% or even at least 100%, the cooler having the lower pressure drop being upstream of that having the higher pressure drop;
- at least two coolers have pressure drops different by at least 100%, the cooler having the lower pressure drop being upstream of that having the higher pressure drop.
Another aspect of the invention provides for a method of compressing a gas in a gas compressor having n stages connected in series, where n is equal to at least 3, each stage being followed by a cooler characterized in that at least two coolers have different pressure drops for the compressed gas, the cooler having the lower pressure drop being upstream of that having the higher pressure drop.
Another aspect of the invention provides for a unit for separating a gas mixture, which includes at least one compressor as defined above and means for sending a gas coming from and/or intended for the unit to this compressor.
Preferably, an air separation unit as defined above is provided, comprising a cryogenic distillation unit comprising at least one distillation column, means for sending compressed air to a column of the unit, means for withdrawing a liquid from a column of the unit, means for vaporizing the liquid by heat exchange with a compressed gas, the compressed gas having been compressed by at least one of the last stages (or by the last stage) of the compressor and/or the compressed air having been compressed in the compressor.
According to other optional aspects, the unit includes means for vaporizing the liquid by heat exchange with air coming from one of the final stages (or from the final stage) of the compressor.
Another aspect of the invention provides for a method of separating a gas mixture by cryogenic distillation in a system of columns in which a gas intended for the system of columns or the gas coming from the system of columns is compressed in a compressor as defined above, the gas leaving the final stage of the compressor being at a pressure above 5 bar, preferably above 10 bar.
Another optional aspect provides for a method in which:
-
- i) a stream of air is compressed to a first pressure;
- ii) one portion of the air at the first pressure is boosted to a second pressure of greater than 10 bar;
- iii) one portion of the air at the first pressure is sent for distillation in one column of the system of columns;
- iv) a liquid stream is withdrawn from one column of the system;
- v) the liquid stream is vaporized by heat exchange with air at the second pressure, characterized in that
- vi) the stream of air at the first pressure is compressed and/or a portion of the air is boosted up to the second pressure in at least one compressor as defined above.
The invention will be described in greater detail with reference to the figures. The figures represent very simplified separation units incorporating at least one compressor according to the invention.
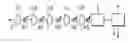
In FIG. 1, a stream of air 3 at atmospheric pressure is sent to a compressor 1.
The compressor consists of stages C1, C2, C3, C4 and C5 and their respective coolers. The air is:
-
- compressed in the first stage C1, cooled by the intermediate cooler R1;
- compressed in the second stage C2, cooled by the intermediate cooler R2;
- compressed in the third stage C3, cooled by the intermediate cooler R3;
- compressed in the fourth stage C4, cooled by the intermediate cooler R4; and
- compressed in the fifth stage C5 and cooled by the final cooler R5 before leaving at a pressure of between 20 and 40 bar.
The pressure drops of the compressed air for the intermediate coolers R1, R2 and R3 are substantially identical. The pressure drop for the intermediate cooler R4 is at least 30%, preferably at least 50% or even at least 100% higher than that of the preceding coolers R1, R2 and R3. The pressure drop for the final cooler R5 is at least 30%, preferably at least 50% or even at least 100% higher than that of the cooler R4.
As a variant, the cooler R4 may have the same pressure drop as the coolers R1, R2 and R3.
Again as a variant, the pressure drop for the cooler R3 may be higher than that of the coolers R1 and R2 by at least 30%, preferably at least 50% or even 100% and the pressure drop for the cooler R4 may be substantially equal to that of R3 or higher than the latter by at least 30%, preferably at least 50% or even at least 100%.
The air cooled in the cooler R5 is sent to a purification step 5 and then to an air separation unit 7 operating by cryogenic distillation or another technique, in order to produce a product 9 that may be oxygen and/or nitrogen and/or argon.
In FIG. 2, a stream of air 3 at atmospheric pressure is sent to a compressor 1.
The compressor consists of the stages C1, C2, C3, C4 and C5 and their respective coolers. The air is:
-
- compressed in the first stage C1, cooled by the intermediate cooler R1;
- compressed in the second stage C2, cooled by the intermediate cooler R2;
- compressed in the third stage C3, cooled by the intermediate cooler R3 and then sent to a purification step. A purified stream 6 leaves the purification step before being sent to the air separation unit 7 or elsewhere. The rest of the purified air 8 is
- compressed in the fourth stage C4, cooled by the intermediate cooler R4; and
- compressed in the fifth stage C5 and cooled by the final cooler R5 before leaving at a pressure of between 20 and 40 bar. This gas may then serve to vaporize pumped liquid under pressure in an exchanger of the air separation unit 7.
The pressure drops on the air for the intermediate coolers R1, R2 and R3 are substantially identical. The pressure drop for the intermediate cooler R4 is at least 30%, preferably at least 50% or even 100% higher than that of the preceding coolers R1, R2 and R3. The pressure drop for the final cooler R5 is at least 30%, preferably at least 50% or even at least 100% higher than that of the cooler R4.
As a variant, the cooler R4 may have the same pressure drop as the coolers R1, R2 and R3.
Again as a variant, the pressure drop for the cooler R3 may be higher than that of the coolers R1 and R2 by at least 30%, preferably at least 50% or even 100% and the pressure drop for the cooler R4 may be substantially equal to that of R3 or higher than the latter by at least 30%, preferably at least 50% or even at least 100%.
In this example, the stages C1, C2 and C3 compress all the air to an intermediate pressure and only one portion of the air is compressed to the maximum pressure in the stages C4, C5 that form a booster. All the stages C1, C2, C3, C4 and C5 are on the same shaft and form part of the compressor 1.
The air 8 cooled in the final cooler R5 is sent to the air separation unit.
In FIG. 3, air 3 is compressed in a compressor 1, which may be that described in FIG. 1 or FIG. 2, and the compressed air is purified and sent to the air separation unit 7. Gaseous nitrogen 9 is withdrawn from the unit 7 and sent to a compressor 11, consisting of three stages CA1, CA2 and CA3. The pressure of the nitrogen is above atmospheric pressure, preferably between 1.5 and 10 bar.
The nitrogen is:
-
- compressed in the first stage CA1, cooled by the intermediate cooler RA1;
- compressed in the second stage CA2, cooled by the intermediate cooler RA2; and
- compressed in the third stage CA3 and cooled by the final cooler RA3.
The pressure drop on the nitrogen of the final cooler RA3 is at least 30%, preferably at least 50% or even at least 100% higher than that of the cooler RA2 and of the cooler RA1.
The invention applies in particular to separation by cryogenic distillation, but it can be used in separation units operating at higher temperatures. The gas mixture to be separated described in the examples is air, but it may for example consist of carbon monoxide and/or hydrogen and/or methane and/or nitrogen and/or helium as main components.
The compressor may be a compressor for air, nitrogen, oxygen, argon, a synthesis gas, hydrogen, carbon monoxide, helium, methane or any other gas.
Claims
1-6. (canceled)
7. A gas compressor (1, 11) having n stages (C1, C2, C3, C4, C5, CA1, CA2, CA3) connected in series, where n is equal to at least 3, each stage being followed by a cooler (R1, R2, R3, R4, R5, RA1, RA2, RA3) characterized in that at least two coolers have different pressure drops for the compressed gas, the cooler having the lower pressure drop being upstream of that having the higher pressure drop.
8. The compressor of claim 7, in which the cooler (R5, RA3) of the final stage of the compressor has a higher pressure drop than that of the first stage.
9. The compressor of claim 8, having at least four stages, in which the final stages of the compressor have a higher pressure drop than the first stages.
10. The compressor of claim 7, in which at least two coolers have pressure drops differing by at least 30%, or at least 50% or even at least 100%, the cooler having the lower pressure drop being upstream of that having the higher pressure drop.
11. The compressor of claim 10, in which at least two coolers have pressure drops different by at least 100%, the cooler having the lower pressure drop being upstream of that having the higher pressure drop.
12. A unit for separating a gas mixture, which includes at least one compressor (1, 11) of claim 7 and means for sending a gas (3, 9) coming from and/or intended for the unit to this compressor.
Images & Drawings included:

Sources:
- United States Patent and Trademark Office - verify current appl. status at the USPTO↗