PU COMPOSITE AND METHOD OF FABRICATING THE SAME
US20090041997A1
2009-02-12
12/013,512
2008-01-14
Abstract:
A PU composite and a method of fabricating the same are provided. The fabrication method includes: (a) providing a release paper; (b) coating a fabric layer on the release paper, the fabric layer containing a PU resin, an abrasion resistant, and a colorant; (c) drying the fabric layer; (d) coating a first laminated layer on the fabric layer; (e) drying the first laminated layer; (f) laminating a wet PU foam layer on the first laminated layer; (g) releasing the release paper to form a semi-product; (h) providing a plastic layer, which is of a thermoplastic; (i) coating a second laminated layer on the plastic layer; (j) drying the second laminated layer; and (k) laminating the semi-product of Step (g) on the second laminated layer, so as to form a PU composite. Compared with conventional PU composites, the PU composite of the present invention has better UV resistance, solvent resistance, and abrasion resistance.
Inventors:
- CHUNG-CHIH FENG 73 🇹🇼 KAOHSIUNG, Taiwan
- I-PENG YAO 52 🇹🇼 KAOHSIUNG, Taiwan
- Ko-Feng Wang 5 🇹🇼 Kaohsiung, Taiwan
- Chen-Tai Cheng 2 🇹🇼 Kaohsiung, Taiwan
- Kai-Feng Kang 5 🇹🇼 Kaohsiung, Taiwan
Assignee:
- SANG FANG CHEMICAL INDUSTRY CO., LTD. 4 🇹🇼 Kaohsiung, Taiwan
Interested in similar patents?
Get notified when new applications in this technology area are published.
Classification:
B32B33/00 » CPC main
Layered products characterised by particular properties or particular surface features, e.g. particular surface coatings; Layered products designed for particular purposes not covered by another single class
B32B27/065 » CPC further
Layered products comprising synthetic resin as the main or only constituent of a layer, next to another layer of a of foam
B32B27/08 » CPC further
Layered products comprising synthetic resin as the main or only constituent of a layer, next to another layer of a of synthetic resin
B32B27/12 » CPC further
Layered products comprising synthetic resin next to a fibrous or filamentary layer
B32B27/365 » CPC further
Layered products comprising synthetic resin comprising polyesters comprising polycarbonates
B32B29/02 » CPC further
Layered products comprising a layer of paper or cardboard next to a fibrous or filamentary layer
B32B38/06 » CPC further
Ancillary operations in connection with laminating processes Embossing
B32B2037/243 » CPC further
Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer not being coherent before laminating, e.g. made up from granular material sprinkled onto a substrate Coating
B32B2262/0292 » CPC further
Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives; Synthetic macromolecular fibres Polyurethane fibres
B32B2266/0278 » CPC further
Composition of foam; Organic; Materials belonging to Polyurethane
B32B2274/00 » CPC further
Thermoplastic elastomer material
B32B2307/554 » CPC further
Properties of the layers or laminate having particular mechanical properties Wear resistance
B32B2307/584 » CPC further
Properties of the layers or laminate having particular mechanical properties Scratch resistance
B32B2307/71 » CPC further
Properties of the layers or laminate; Other properties Resistive to light or to UV
B32B2307/75 » CPC further
Properties of the layers or laminate; Other properties Printability
B32B2375/00 » CPC further
Polyureas; Polyurethanes
Y10T428/24967 » CPC further
Stock material or miscellaneous articles; Structurally defined web or sheet [e.g., overall dimension, etc.] including components having same physical characteristic in differing degree; Thickness [relative or absolute] Absolute thicknesses specified
Y10T428/249921 » CPC further
Stock material or miscellaneous articles Web or sheet containing structurally defined element or component
Y10T428/25 » CPC further
Stock material or miscellaneous articles Web or sheet containing structurally defined element or component and including a second component containing structurally defined particles
B32B27/40 IPC
Layered products comprising synthetic resin comprising polyurethanes
B32B7/02 IPC
Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers Physical, chemical or physicochemical properties
B32B5/16 IPC
Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer formed of particles, e.g. chips, powder or granules
B32B37/02 » CPC further
Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by a sequence of laminating steps, e.g. by adding new layers at consecutive laminating stations
B32B5/18 » CPC further
Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
Description
BACKGROUND OF THE INVENTION
1. Field of the Invention
The present invention relates to a PU composite and a method of fabricating the same. More particularly, the present invention relates to a PU composite comprising an abrasion resistant and a colorant and a method of fabricating the same.
2. Description of the Related Art
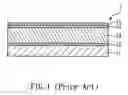
Referring to FIG. 1, a schematic cross-sectional view of a conventional PU composite disclosed in ROC (TW) Patent application No. 095139709 (TW Publication No. TW200706361) is shown. A conventional PU composite 1 includes a plastic layer 11, a second laminated layer 12, a wet PU foam layer 13, a first laminated layer 14, and a fabric layer 15. The material of the plastic layer 11 is thermoplastic. The second laminated layer 12 is located on the plastic layer 11. The wet PU foam layer 13 is located on the second laminated layer 12. The first laminated layer 14 is located on the wet PU foam layer 13. The fabric layer 15 is located on the first laminated layer 14, and the material of the fabric layer 15 is a PU resin that has a texture on the surface thereof.
In application, the conventional PU composite 1 is attached to a substrate, which is generally a housing of an electronic device (for example, notebook computer, PDA, mobile phone, or LCD). After injection molding and then heat pressing, the PU composite 1 is attached to the housing by the plastic layer 11. In such a manner, the texture of the fabric layer 15 and the entire artificial leather of the conventional PU composite 1 can improve the quality of the feeling of the electronic device.
The conventional PU composite 1 is fabricated by a common PU leather manufacturing method, and thus, the test results of the properties thereof are as follows: 1. the solvent resistance test (tested according to AATCC GREY method) is at Grade 2; 2. the surface abrasion test (tested according to ASTM D3884 CS-10 1 Kg method) is 300 times; 3. the UV resistance test (tested according to ASTM G53 method, at the conditions: UVA wavelength of 340 nm, at 60° C.×4 hr→50° C.×4 hr→repeat for 96 hr) is at Grade 2. Therefore, it can be known that the conventional PU composite 1 has the disadvantages of poor UV resistance, poor solvent resistance, and poor abrasion resistance, thus reducing the practicality significantly.
Therefore, it is necessary to provide a PU composite and a method of fabricating the same to solve the above problems.
SUMMARY OF THE INVENTION
The present invention provides a method of fabricating a PU composite, which includes: (a) providing a release paper; (b) coating a fabric layer on the release paper, the fabric layer comprising a PU resin, an abrasion resistant, and a colorant; (c) drying the fabric layer; (d) coating a first laminated layer on the fabric layer; (e) drying the first laminated layer; (f) laminating a wet PU foam layer on the first laminated layer; (g) releasing the release paper, so as to form a semi-product; (h) providing a plastic layer, which is made of a thermoplastic; (i) coating a second laminated layer on the plastic layer; (j) drying the second laminated layer; and (k) laminating the semi-product of Step (g) on the second laminated layer, so as to form a PU composite. Compared with the conventional PU composite, the PU composite of the present invention has better UV resistance, solvent resistance, and abrasion resistance.
The present invention further provides a PU composite, which includes a plastic layer, a second laminated layer, a wet PU foam layer, a first laminated layer, and a fabric layer. The material of the plastic layer is thermoplastic. The second laminated layer is located on the plastic layer. The wet PU foam layer is located on the second laminated layer. The first laminated layer is located on the wet PU foam layer. The fabric layer is located on the first laminated layer and comprises a PU resin, an abrasion resistant, and a colorant.
BRIEF DESCRIPTION OF THE DRAWINGS
FIG. 1 is a schematic cross-sectional view of a conventional PU composite; and
FIGS. 2-6 are schematic cross-sectional views of a method of fabricating the PU composite according to the present invention.
DETAILED DESCRIPTION OF THE INVENTION
As used in this specification, the term “PU composite” refers to a composite composed of a plurality of layers, in which a layer comprises polyurethane (PU) resin.
FIGS. 2-6 show the schematic cross-sectional views of a method of fabricating the PU composite according to the present invention. Firstly, referring to FIG. 2, a release paper 20 is provided, which has a surface 201. The surface 201 preferably has a texture. Next, a fabric layer 25 is coated on the release paper 20. The fabric layer 25 has a surface 251, which contacts the surface 201 of the release paper 20. The formulation of the fabric layer 25 comprises PU resin, abrasion resistant, and colorant. The fabric layer 25 preferably comprises at least 5-50 wt % of PU resin, 0.05-5 wt % of abrasion resistant, 0.05-15 wt % of colorant, 50-75 wt % of methyl-ethyl ketone (MEK), 5-15 wt % of dimethylformamide (DMF), and 1-10 wt % of toluene (TOL). The abrasion resistant preferably comprises silicone to improve the abrasion resistance of the PU composite. The colorant improves the UV resistance and the solvent resistance of the PU composite, and preferably, the particle size of the colorant is less than 10 μm, preferably less than 5 μm.
Next, referring to FIG. 3, after drying the fabric layer 25, a first laminated layer 24 is coated on the fabric layer 25. The first laminated layer 24 is a paste, and the material thereof can be pressure-sensitive adhesive, moisture-curable resin, one-component resin, or two-component resin, and so on. Next, after drying the first laminated layer 24, a wet PU foam layer 23 is laminated on the first laminated layer 24. The release paper 20, the fabric layer 25, the first laminated layer 24, and the wet PU foam layer 23 are then preferably placed for ripening and shaping.
Next, referring to FIG. 4, the release paper 20 is released, so as to form a semi-product 2. After releasing, the surface 251 of the fabric layer 25 has a texture corresponding to the texture of the surface 201 of the release paper 20. The semi-product 2 is preferably further subjected to a surface treatment.
Next, referring to FIG. 5, a plastic layer 21 is provided. The material of the plastic layer 21 is thermoplastic, which is selected from the group consisting of polycarbonate (PC), acrylonitrile-butadiene-styrene copolymer (ABS), polyurethane (PU), acrylic, and mixtures thereof. Then, a second laminated layer 22 is coated on the plastic layer 21. The second laminated layer 22 is a paste, and the material thereof can be pressure-sensitive adhesive, moisture-curable resin, one-component resin, or two-component resin, and so on. Next, the second laminated layer 22 is dried.
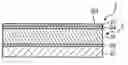
Finally, referring to FIG. 6, the semi-product 2 is laminated on the second laminated layer 22, and thus, the wet PU foam layer 23 of the semi-product 2 is laminated on the second laminated layer 22, so as to form a PU composite 3. The PU composite 3 is preferably placed for ripening and shaping.
Then, referring to FIG. 6, a schematic view of the PU composite of the present invention is shown. The PU composite 3 includes a plastic layer 21, a second laminated layer 22, a wet PU foam layer 23, a first laminated layer 24, and a fabric layer 25.
The material of the plastic layer 21 is thermoplastic, which is selected from the group consisting of PC, ABS, PU, acrylic, and mixtures thereof.
The second laminated layer 22 is located on the plastic layer 21. The second laminated layer 22 is a paste, and the material thereof can be pressure-sensitive adhesive, moisture-curable resin, one-component resin, or two-component resin, and so on.
The wet PU foam layer 23 is located on the second laminated layer 22. The first laminated layer 24 is located on the wet PU foam layer 23. The first laminated layer 24 is a paste, and the material thereof can be pressure-sensitive adhesive, moisture-curable resin, one-component resin, or two-component resin, and so on.
The fabric layer 25 is located on the first laminated layer 24 and comprises PU resin, abrasion resistant, and colorant. The fabric layer 25 has a surface 251, and preferably, the surface 251 has a texture. The fabric layer 25 preferably comprises at least 25-99.80 wt % of PU resin, 0.1-25 wt % of abrasion resistant, and 0.1-50 wt % of colorant. The abrasion resistant preferably comprises silicone to improve the abrasion resistance of the PU composite 3. The colorant can improve the UV resistance and the solvent resistance of the PU composite 3, and preferably, the particle size of the colorant is less than 10 μm, preferably less than 5 μm.
The thickness of the plastic layer 21 is preferably 0.10-0.20 mm, the thickness of the second laminated layer 22 is 0.01-0.15 mm, the thickness of the wet PU foam layer 23 is 0.20-0.45 mm, the thickness of the first laminated layer 24 is 0.01-0.15 mm, and the thickness of the fabric layer 25 is 0.01-0.05 mm. The total thickness of the PU composite 3 is 0.38-0.90 mm.
The present invention will be further illustrated with reference to the following embodiments, but the present invention is not limited to the disclosure of the embodiments.
Embodiment 1
Firstly, a release paper is provided which has a texture on a surface. Next, a fabric layer is coated on the surface having the texture of the release paper. The fabric layer comprises: 20 wt % of PU resin, 0.5 wt % of abrasion resistant (the abrasion resistant comprises silicone), 0.5 wt % of colorant (the particle size of the colorant is less than 10 μm), 64 wt % of MEK, 10 wt % of DMF, and 5 wt % of TOL.
Next, after being dried in an oven, a first laminated layer is coated on the fabric layer. The first laminated layer is of one-component resin. After being dried in an oven again, a wet PU foam layer is laminated on the first laminated layer, and then placed for ripening and shaping for about 24 hr.
Next, the release paper is released to form a semi-product. Then, the semi-product is subjected to a surface treatment.
Next, a plastic layer is provided. The material of the plastic layer is PC. A second laminated layer is coated on the plastic layer, and the material of the second laminated layer is the same as that of the first laminated layer. The second laminated layer is then dried in an oven.
Finally, the wet PU foam layer of the semi-product is laminated on the second laminated layer to form a PU composite. Then, the PU composite is placed for ripening and shaping for about 24 hr.
The PU composite prepared in this embodiment includes a plastic layer, a second laminated layer, a wet PU foam layer, a first laminated layer, and a fabric layer in sequence. The material of the plastic layer is PC. The material of the second laminated layer is one-component resin. The material of the wet PU foam layer is PU resin. The material of the first laminated layer is the same as that of the second laminated layer. The fabric layer comprises 95.2 wt % of PU resin, 2.4 wt % of abrasion resistant, and 2.4 wt % of colorant. Because MEK, DMF and TOL in the fabric layer are volatilized during drying, only the PU resin, the abrasion resistant, and the colorant are left in the fabric layer of the resultant PU composite, and the weight percentages are changed as well.
The test results of the PU composite prepared in this embodiment are as follows: 1. the solvent resistance test (tested according to AATCC GREY method) is at Grade 5; 2. the surface abrasion test (tested according to ASTM D3884 CS-10 1 Kg method) is up to 4000 times; 3. the UV resistance test (tested according to ASTM G53 method, using these conditions: UVA wavelength of 340 nm, at 60° C.×4 hr→50° C.×4 hr→repeat for 96 hr) is at Grade 5.
Embodiment 2
The fabrication method of this embodiment is the same as that of Embodiment 1, except for the formulation of the fabric layer. The fabric layer of this example comprises: 20 wt % of PU resin, 0.5 wt % of abrasion resistant (the abrasion resistant comprises silicone), 0.5 wt % of colorant (a conmnon colorant, having a particle size greater than 10 (m), 64 wt % of MEK, 10 wt % of DMF, and 5 wt % of TOL.
In the PU composite prepared in this embodiment, the fabric layer comprises 95.2 wt % of PU resin, 2.4 wt % of abrasion resistant, and 2.4 wt % of colorant.
The test methods of this embodiment are the same as those of Example 1, and the test results are as follows: 1. the solvent resistance test is at Grade 2; 2. the surface abrasion test is up to 4000 times; 3. the UV resistance test is at Grade 2.
Embodiment 3
The fabrication method of this embodiment is the same as that of Embodiment 1, except for the formulation of the fabric layer. The fabric layer of this embodiment comprises: 20 wt % of PU resin, 0.5 wt % of abrasion resistant (the particle size of the abrasion resistant is less than 10 μm), 64.5 wt % of MEK, 10 wt % of DMF, and 5 wt % of TOL.
In the PU composite prepared in this embodiment, the fabric layer comprises 97.6 wt % of PU resin and 2.4 wt % of colorant.
The test methods of this embodiment are the same as those of Embodiment 1, and the test results are as follows: 1. the solvent resistance test is at Grade 5; 2. the surface abrasion test is 300 times; 3. the UV resistance test is at Grade 5.
The test results of the above three embodiments are shown in the following table.
| Embodiment 1 | Embodiment 2 | Embodiment 3 | |
| Solvent resistance test | Grade 5 | Grade 2 | Grade 5 |
| (tested according to | |||
| AATCC GREY | |||
| method) | |||
| Surface abrasion test | Up to 4000 | Up to 4000 | 300 times |
| (tested according to | times | times | |
| ASTM D3884 CS-10 | |||
| 1 Kg method) | |||
| UV resistance test | Grade 5 | Grade 2 | Grade 5 |
| (tested according to | |||
| ASTM G53 method, | |||
| using these conditions: | |||
| UVA wavelength of | |||
| 340 nm, at 60° C. × | |||
| 4 hr→50° C. × 4 hr→ | |||
| repeat for 96 hr) | |||
While several embodiments of the present invention have been illustrated and described, various modifications and improvements can be made by those skilled in the art. The embodiments of the present invention are therefore described in an illustrative but not restrictive sense. It is intended that the present invention should not be limited to the particular forms as illustrated, and that all modifications which maintain the spirit and scope of the present invention are within the scope defined in the appended claims.
Claims
What is claimed is:1. A method of fabricating a PU composite, comprising:
(a) providing a release paper;
(b) coating a fabric layer on the release paper, the fabric layer comprising PU resin, abrasion resistant, and colorant;
(c) drying the fabric layer;
(d) coating a first laminated layer on the fabric layer;
(e) drying the first laminated layer;
(f) laminating a wet PU foam layer on the first laminated layer;
(g) releasing the release paper, so as to form a semi-product;
(h) providing a plastic layer, wherein the material of the plastic layer is thermoplastic;
(i) coating a second laminated layer on the plastic layer;
(j) drying the second laminated layer; and
(k) laminating the semi-product in Step (g) on the second laminated layer, so as to form a PU composite.
2. The method as claimed in claim 1, wherein in Step (a), a surface of the release paper has a texture.
3. The method as claimed in claim 1, wherein in Step (b), the fabric layer comprises 5-50 wt % of PU resin, 0.05-5 wt % of abrasion resistant, and 0.05-15 wt % of colorant.
4. The method as claimed in claim 1, wherein in Step (b), the abrasion resistant comprises silicone.
5. The method as claimed in claim 1, wherein in Step (b), the particle size of the colorant is less than 10 μm.
6. The method as claimed in claim 1, further comprising a step of surface treatment after Step (g).
7. The method as claimed in claim 1, wherein in Step (h), the material of the plastic layer is selected from the group consisting of polycarbonate (PC), acrylonitrile-butadiene-styrene copolymer (ABS), polyurethane (PU), acrylic, and mixtures thereof.
8. A PU composite, comprising:
a plastic layer, the material of the plastic layer being thermoplastic;
a second laminated layer, located on the plastic layer;
a wet PU foam layer, located on the second laminated layer;
a first laminated layer, located on the wet PU foam layer; and
a fabric layer, located on the first laminated layer, and comprising PU resin, abrasion resistant, and colorant.
9. The PU composite as claimed in claim 8, wherein the material of the plastic layer is selected from the group consisting of PC, ABS, PU, acrylic, and mixtures thereof.
10. The PU composite as claimed in claim 8, wherein the materials of the first laminated layer and the second laminated layer are selected from the group consisting of pressure-sensitive adhesive, moisture-curable resin, one-component resin, and two-component resin.
11. The PU composite as claimed in claim 8, wherein a surface of the fabric layer has a texture.
12. The PU composite as claimed in claim 8, wherein the fabric layer comprises 25-99.80 wt % of PU resin, 0.1-25 wt % of abrasion resistant, and 0.1-50 wt % of colorant.
13. The PU composite as claimed in claim 8, wherein the abrasion resistant of the fabric layer comprises silicone.
14. The PU composite as claimed in claim 8, wherein the particle size of the colorant of the fabric layer is less than 10 μm.
15. The PU composite as claimed in claim 8, wherein the thickness of the plastic layer is 0.10-0.20 mm, the thickness of the second laminated layer is 0.01-0.15 mm, the thickness of the wet PU foam layer is 0.20-0.45 mm, the thickness of the first laminated layer is 0.01-0.15 mm, the thickness of the fabric layer is 0.01-0.05 mm, and the total thickness of the PU composite is 0.38-0.90 mm.
16. The PU composite as claimed in claim 8, wherein the solvent resistance test of the surface of the fabric layer is tested and shown to be above Grade 4 according to AATCC GREY method.
17. The PU composite as claimed in claim 8, wherein the surface abrasion test of the surface of the fabric layer is tested and shown to be up to 4000 times according to ASTM D3884 CS-10 1 Kg method.
18. The PU composite as claimed in claim 8, wherein the UV resistance test of the surface of the fabric layer is tested and shown to be above Grade 3 according to ASTM G53 method.
Images & Drawings included:


Sources:
- United States Patent and Trademark Office - verify current appl. status at the USPTO↗
Similar patent applications:
- » 20110168323
PU composite and method of fabricating the same
Recent applications in this class:
- » 20250115039 2025-04-10
DECORATIVE SHEET - » 20250108591 2025-04-03
MULTILAYER FILM AND PACKAGING FILM - » 20250100262 2025-03-27
GAS-BARRIER LAMINATE, PACKAGING FILM, PACKAGING CONTAINER, AND PACKAGED PRODUCT - » 20240246327 2024-07-25
MULTI-LAYER SELF-HEALING APPARATUSES AND METHODS - » 20240181765 2024-06-06
COATING MATERIALS FOR HIGH TEMPERATURE SURFACES - » 20230382092 2023-11-30
Vehicle Sheet Coating - » 20220297415 2022-09-22
BENDABLE LAMINATED FIBERBOARD - » 20220266581 2022-08-25
COATING AGENT FOR MODIFYING HEAT SEALABLE SUBSTRATE, LAMINATE, AND METHOD OF PRODUCING THE LAMINATE - » 20220063256 2022-03-03
FOLDABLE DISPLAY DEVICE - » 20210316542 2021-10-14
Laminate for molding
Recent applications for this Assignee:
- » 20090258316 2009-10-15
METHOD FOR PATTERNING A COVERING MATERIAL BY USING HIGH-POWER EXCITING BEAM - » 20080287047 2008-11-20
POLISHING PAD, USE THEREOF AND METHOD FOR MAKING THE SAME - » 20080220702 2008-09-11
POLISHING PAD HAVING SURFACE TEXTURE