CONTAINER AND METHOD OF MITIGATING METAL-CONTACT CONTAMINATION OF POLYSILICON
US20140131246A1
2014-05-15
14/075,989
2013-11-08
Abstract:
The present disclosure concerns reduction or mitigation of metal-contamination of polycrystalline silicon when held or stored in containers at least partially constructed of metal and/or having polysilicon contact surfaces at least partially of metal. In particular, the disclosure relates to a method of mitigating metal contamination of polycrystalline silicon from contact with a metal surface of a container by providing the surface with a protective layer comprising a microcellular elastomeric polyurethane.
Inventors:
- Robert J. Geertsen 3 🇺🇸 Pasco, WA, United States
- Robert M. Davidson 1 🇺🇸 Moses Lake, WA, United States
Interested in similar patents?
Get notified when new applications in this technology area are published.
Classification:
B65D85/00 » CPC main
Containers, packaging elements or packages, specially adapted for particular articles or materials
Description
CROSS REFERENCE TO RELATED APPLICATION
This claims the benefit of U.S. Provisional Application No. 61/724,844, filed Nov. 9, 2012, which is incorporated in its entirety herein by reference.
FIELD
The present disclosure relates to a modified container for polysilicon and a method of mitigating metal contamination of polysilicon contained within.
BACKGROUND
Silicon of ultra-high purity is used extensively for applications in the electronic industry and the photovoltaic industry. The purity demanded by industry for these applications is extremely high and frequently materials with only trace amounts of contamination measured at the part per billion levels are deemed acceptable. By rigorous control of the purity of the reactants used to manufacture polycrystalline silicon it is possible to produce such high purity polycrystalline silicon but then extreme care must be taken in any handling, packaging or transportation operations to avoid post contamination. At any time the polycrystalline silicon is in contact with a surface there is a risk of contamination of the polycrystalline silicon with that surface material. If the extent of contamination exceeds certain industrial stipulations then the ability to sell the material into these end applications may be restricted or even denied. In this respect minimizing contact metal contamination is a primary concern if silicon performance criteria in the semiconductor industries are to be attained.
While addressing the matter of avoiding metal contact contamination there is a need to provide a container which has an enhanced service life and can avoid the need to frequently change out the container and/or replace the resin member.
SUMMARY
According to one aspect, this disclosure concerns a method of reducing or eliminating contamination of granular polysilicon, during storage or transportation, from contact with an inner metal surface of a container, the method comprises placing polysilicon in a container provided with a protective liner comprising microcellular elastomeric polyurethane on at least a portion of an inner metal surface of the container, the liner being located such that the polysilicon is shielded from contact with the inner metal surface.
According to a further aspect, this disclosure relates to a container suitable for holding granular polysilicon. The container is a container at least partially constructed of metal and having an inner metal surface that defines a region to contain polysilicon, and portions of the inner surface that have contact with the polysilicon are provided with a protective liner comprising microcellular elastomeric polyurethane, thereby reducing or eliminating metal contamination of the polysilicon.
According to yet a further aspect, this disclosure relates to an article comprising:
-
- a) a container suitable for holding granular polysilicon, wherein the container has an inner metal surface defining a region for holding polysilicon, and portions of the inner metal surface are provided with a protective liner comprising microcellular elastomeric polyurethane; and
- b) granular polysilicon located within the container, wherein the polysilicon is in contact with the protective liner, thereby reducing or eliminating metal contamination of the polysilicon.
The foregoing and other objects, features, and advantages will become more apparent from the following detailed description.
BRIEF DESCRIPTION OF THE DRAWINGS
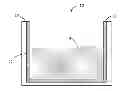
FIG. 1 is a schematic cross-sectional view of a lined container suitable for holding polysilicon.
FIG. 2 is a schematic perspective view of a lined hopper and discharge chute suitable for holding and discharging polysilicon.
DETAILED DESCRIPTION
Unless otherwise stated, all numbers and ranges presented in this application are Approximate—within the scientific uncertainty values for the tests required to determine such number values and ranges, as known to those of ordinary skill in the art.
The expression “storage container” in the context of this disclosure may include a bin, a drum, a chute, a hopper or a crushing bed at least partially of metal construction and/or having polysilicon contact surfaces at least partially of metal. The container may be associated with the processing and manufacturing operation of polysilicon and/or the packaging and transportation of polysilicon. The container may be an article of commerce when polysilicon is held within the container.
The polysilicon held within the container is not limited to any particular source and may include particulate or granular silicon used as seed in a fluid bed reactor method of producing polysilicon, or the product harvested from such a process. The polysilicon contained within the container can also be that obtained from a Siemens process and may be in the form silicon dendrites obtained according to the method disclosed in the U.S. patent publication U.S.2003/0150378.
In one embodiment, the polysilicon storage container is a container intended for use with polysilicon associated a fluid bed manufacturing processes for crystalline polysilicon, typically referred to as granulate or granular silicon. Granulate silicon encompasses material having an average size in its largest dimension of from about 0.01 micron to as large as 15 millimeters. More typically, the majority of granulate silicon will have an average particle size of from about 0.1 to about 5 millimeters and be essentially spheroid in form and devoid of the presence of any sharp or acute edge structure.
Metal contamination of silicon held within the container is caused by direct contact of the silicon with a metal surface, or by entrainment of erosion or wear products as discrete metal particles within the bulk of the silicon mass (e.g., particulate polysilicon). In disclosed embodiments, the contamination is reduced or avoided by the presence of a protective liner at least partially covering one or more inner metal surfaces of a container and wherein the protective liner comprises microcellular elastomeric polyurethane. In the context of this application the term “polyurethane” may also include materials where the polymer backbone comprises polyureaurethanes or polyurethane-isocyanurate linkage. In some embodiments, at least 50% or at least 75% of the surface is covered by a protective liner as disclosed herein. In certain embodiments, the surface is completely covered by the protective liner. “Completely” should be taken as essentially free from defects from a practical point of view. When polysilicon is added to the container, the polysilicon contacts the protective liner instead of a bare metal surface.
FIG. 1 is a cross-sectional schematic diagram of an exemplary polysilicon storage container 10 including a container 20 at least partially of metal construction and a protective liner 30 at least partially covering one of more inner surfaces 22 of the container 20. Particulate or granular polysilicon 40 located within the container 20 is in contact with the protective liner 30.
FIG. 2 is a schematic perspective view of an exemplary polysilicon container system 100 including a storage hopper 110 and a discharge chute 120. One or both of storage hopper 110 and chute 120 is at least partially constructed of metal. A protective liner 130 at least partially covers one or more inner metal surfaces 112 of hopper 110, and/or at least partially covers one or more inner metal surfaces 122 of chute 120. Particulate or granular polysilicon 140, located within hopper 110 and chute 120, is in contact with the protective liner 130.
The term “elastomeric” refers to a polymer with elastic properties, e.g., similar to vulcanized natural rubber. Thus, elastomeric polymers can be stretched, but retract to approximately their original length and geometry when released.
The term “microcellular” generally refers to a foam structure having pore sizes ranging from 1-100 μm. Microcellular materials typically appear solid on casual appearance with no discernible reticulate structure unless viewed under a high-powered microscope. With respect to elastomeric polyurethanes, the term “microcellular” typically is defined by density, such as an elastomeric polyurethane having a bulk density greater than 600 kg/m3. Polyurethane of lower bulk density typically starts to acquire a reticulate form and is generally less suited for use as the protective coating described herein.
Microcellular elastomeric polyurethane suitable for use in the disclosed application is that having a bulk density of 1150 kg/m3 or less, and a Shore Hardness of at least 65A. In one embodiment the elastomeric polyurethane has a Shore Hardness of up to 90A, such as up to 85A; and from at least 70A. Thus, the Shore Hardness may range from 65A to 90A, such as 70A to 85A. Additionally, the suitable elastomeric polyurethane will have a bulk density of from at least 600 kg/m3, such as from at least 700 kg/m3 and more preferably from at least 800 kg/m3; and up to 1150 kg/m3, such as up to 1100 kg/m3 or up to 1050 kg/m3. Hence, the bulk density may range from 600-1150 kg/m3, such as 800-1150 kg/m3, or 800-1100 kg/m3. The bulk density of solid polyurethane is understood to be in the range of 1200-1250 kg/m3. In one embodiment, the elastomeric polyurethane has a Shore Hardness of from 65A to 90A and a bulk density of from 800 to 1100 kg/m3.
Elastomeric polyurethane can be either a thermoset or a thermoplastic polymer; this presently disclosed application is better suited to the use of thermoset polyurethane. Microcellular elastomeric polyurethane having the above physical attributes is observed to be particularly robust, and withstands the abrasive environment and exposure to particulate granulate silicon eminently better than many other materials.
The protective liner or coating on the inner metal surface of the container typically will be present in an overall thickness of from at least 0.1, such as from at least 0.5, from at least 1.0, or from at least 3.0 millimeters; and up to a thickness of about 10, such as up to about 7, or up to about 6 millimeters. Thus, embodiments of the disclosed protective liner may have a thickness from 0.1-10 mm, such as 0.5-7 mm or 3-6 mm. The protective liner can be a plastic laminate structure comprising an outer polyurethane lamella being in contact with the silicon. However, in one embodiment, it is contemplated that the majority or the entirety of the protective liner be the elastomeric microcellular polyurethane.
The placement of the protective liner within the 1 container may be achieved by obtaining the elastomeric microcellular polyurethane in the form of a sheet; cutting the sheet to form one or more parts shaped to conform to the interior size and geometry of the cavity of the container; coating at least a portion of the inner metal surface of the container with an adhesive; and then bringing into contact with the adhesive the polyurethane sheet thereby forming a laminate structure of metal/adhesive/polyurethane. In another embodiment, the adhesive is applied to an outer surface of the polyurethane material (i.e., the surface facing the inner metal surface of the container), and the polyurethane/adhesive is brought into contact with the inner metal surface of the container. In yet another embodiment, the adhesive is applied to both the inner metal surface and the surface of the polyurethane material. Desirably, the adhesive is selected to be compatible with the metal and polyurethane, thereby providing adequate adhesion and avoiding subsequent delamination and/or failure. Suitable adhesives include, but are not limited to, a polyurethane, isocyanate or epoxy-based adhesive. Optionally the metal surface and/or the back surface of the polyurethane sheet to be brought into the contact with the adhesive may be roughened and/or treated with a primer substance to enhance the integrity and strength of the adhesive bond.
In another embodiment, such as in the instance of complex inner geometry and shape of the container, the placement of the microcellular polyurethane protective liner can be achieved by a spray-coating technique. In this technique, the precursor materials to the polyurethane are brought together and sprayed directly as a reactive mass onto the exposed metal surface, which on reacting out and curing provides the desired protective liner. Preparing the protective liner in this manner offers the advantage of good adhesion of the polyurethane to the metal surface while avoiding seams inherent to the above-mentioned placement procedure involving cut sheets. An alternative application procedure to spray coating is in situ casting of the polyurethane, which has the additional advantage of providing an article with substantially smooth continuous polyurethane surfaces.
Procedures for the manufacture of microcellular polyurethane elastomers are well known to a person skilled in the in the art and in general comprises reacting a polyisocyanate with a polyether polyol giving a polyether polyol-based polyurethane (“Pe-PU”), or alternatively by reaction of a polyisocyanate with a polyester polyol giving a polyester polyol-based polyurethane (“Pst-PU”). Polyester polyol-based polyurethane elastomers are typically observed as having physical properties better suited to the presently disclosed application compared to the polyether polyol-based polyurethane elastomer and hence are the preferred elastomeric polyurethane for use herein. Exemplary publications teaching the preparation of microcellular polyurethane elastomers include: U.S. Pat. No. 4,647,596; U.S. Pat. No. 5,968,993; U.S. Pat. No. 5,231,159; U.S. Pat. No. 6,579,952; U.S.2002/111,453 and U.S.2011/003103. Procedures for the manufacture of polyurethane-lined metal articles are also known to a person skilled in the art and exemplified by publications including U.S.2005/189,028; GB 2,030,669; U.S. Pat. No. 5,330,238; or JP52-20452. Procedures for manufacture of polyurethane or polyurethane-urea and articles therewith by spray techniques are also known to a person skilled in the art and exemplified by publications including U.S.2008/305,266; WO2012/005351; U.S. Pat. No. 6,399,736; U.S. Pat. No. 6,747,117; U.S. Pat. No. 7,736,745; and U.S. Pat. No. 6,730,353.
It is observed that such polyurethane-lined containers are able to satisfactorily mitigate metal contamination of the granular polysilicon during its storage and/or transportation. Abrasive failure or fractures of the polyurethane lining during the transportation of granulate polysilicon is surprisingly low and absent. Organic or carbon contamination of the polysilicon is also observed to be minimal and not distracting from the overall quality of the polysilicon.
The specific examples included herein are for illustrative purposes only and are not to be considered as limiting to this disclosure.
EXAMPLE 1
The advantageous selection of microcellular elastomeric polyurethane as a protective liner for the container relative to other potential liner materials is illustrated by studying the abrasion resistance properties of the potential liner materials. Abrasion is considered the mostly likely means of failure of the protective liner. Hence an accelerated abrasion wear test has been deployed to identify the material of choice.
Accelerated abrasion wear testing of a variety of plastic resins considered as potential candidates for deployment as the protective coating layer in the presently disclosed application has been conducted. The test procedure has been designed to mimic the demanding conditions that might occur in a typical operation associated with the manufacture, transfer and storage of granulate polysilicon. The general procedure consists of subjecting coupons (3″×3″×0.5″ (7.6×7.6×1.3 cm)) of plastic resins to abrasive impact erosion by particulate polysilicon and observing the change to the surface of the coupon after a given time. The particulate or granular polysilicon used consists of essentially smooth spheroid particles having an average (95%) particle size of from 0.9-1.2 mm. The polysilicon particles are caused to impact the large surface of the plastic coupons, at a focused central point, by being carried in a jetted air stream operating at a pressure of about 15 psi (103,420 Pa) and estimated as conferring a particle velocity of from 45 to 55 feet/sec (13.7-16.8 m/s). The orientation of the jetted air stream was set to provide a fixed given impact angle, relative to the coupon surface. This configuration exposes the coupon surface to passage of approximately 24 kg/hour of granular polysilicon material. The wear and abrasive loss on the coupon being observed by formation of a surface crater the depth of which is measured after a set continuous exposure time to polysilicon.
Table 1 below presents the observations; it is clearly seen that elastomeric polyurethanes have superior performance as evidenced by the reduced crater formation.
| Comparative | Comparative | |||
| Example 1 | Example 2 | Example 1 | Example 2 | |
| Coupon | Polypropylene | Ethylene- | Polyurethane | Polyurethane |
| Material | tetrafluoroethylene | Elastomer | Elastomer | |
| (Polyether | (Polyester | |||
| polyol-based) | polyol-based) | |||
| Density | 900 | 1700 | 1100 | 1100 |
| (kg/m3) | ||||
| Shore | 67 D | 67 D | 80 A | 74 A |
| Hardness |
| Exposure | 1500 | 1500 | 1500 | 1500 | 1500 | 1500 | 1500 | 1500 |
| Time (mins) | ||||||||
| Impact | 15 | 30 | 15 | 30 | 15 | 30 | 15 | 30 |
| Angle | ||||||||
| (Degrees) | ||||||||
| Crater | 0.46 cm | Exceeded | Not | 1.0 cm | 0.10 cm | 0.13 cm | <0.025 cm | 0.025 cm |
| Depth (cm) | 1.3 cm | Observed | ||||||
While the foregoing discussion focuses on embodiments of a lined container for storage and/or transport of polysilicon, it will be understood by a person of ordinary skill in the art that there are other materials of importance in the semiconductor industry, such as germanium, where similar management to avoid foreign metal contact contamination is also highly desirable.
In view of the many possible embodiments to which the principles of the disclosure may be applied, it should be recognized that the illustrated embodiments are only preferred examples and should not be taken as limiting the scope of the disclosure. Rather, the scope of the disclosure is defined by the following claims.
Claims
We claim:1. A method of reducing or eliminating contamination of granular polysilicon, during storage or transportation, from contact with an inner metal surface of a container, the method comprising placing granular polysilicon in a container provided with a protective liner comprising microcellular elastomeric polyurethane on at least a portion of an inner metal surface of the container, the liner being located such that the granular polysilicon is shielded from contact with the inner metal surface.
2. The method of claim 1 wherein the polyurethane has a Shore Hardness of from 65A to 90A and a bulk density of from 800 to 1150 kg/m3.
3. The method of claim 1 wherein the protective liner has an overall thickness of from 0.1 to 10 millimeters.
4. The method of claim 1 wherein the granular polysilicon is essentially spheroid in form with an average size in its largest dimension of from 0.01 micron to 15 millimeters and is devoid of sharp or acute edge structure.
5. A container suitable for holding granular polysilicon, the container comprising:
a container comprising an inner metal surface that defines a region to contain granular polysilicon; and
a protective liner comprising microcellular elastomeric polyurethane on at least a portion of the inner metal surface facing the region, wherein the granular polysilicon is in contact with the protective liner when the granular polysilicon is present in the region, and wherein the polyurethane has a Shore Hardness of from 65A to 90A and a bulk density of from 800 to 1150 kg/m3.
6. The container of claim 5 wherein the protective liner has an overall thickness of from 0.1 to 10 millimeters.
7. The container of claim 5 wherein the granular polysilicon is essentially spheroid in form with an average size in its largest dimension of from 0.01 micron to as large as 15 millimeters and is essentially devoid of sharp or acute edge structure.
8. A method of making the container of claim 5, the method comprising placing a protective liner comprising microcellular elastomeric polyurethane within a container comprising an inner metal surface, thereby covering at least a portion of the inner metal surface with the protective liner.
9. The method of claim 8, wherein placing the protective liner within the container comprises (a) spray coating polyurethane onto the portion of the inner surface, or (b) forming the protective liner by in situ casting.
10. The method of claim 8, wherein placing the protective liner within the container further comprises:
obtaining a sheet of elastomeric microcellular polyurethane;
cutting the sheet to form one or more elastomeric microcellular polyurethane parts shaped to conform to the interior size and geometry of the region defined by the inner metal surface of the container;
coating the inner metal surface of the container with an adhesive; and
bringing the one or more elastomeric microcellular polyurethane parts into contact with the adhesive, thereby forming a laminate structure of metal/adhesive/polyurethane.
11. The method of claim 8, wherein placing the protective liner within the container further comprises:
obtaining a sheet of elastomeric microcellular polyurethane;
cutting the sheet to form one or more elastomeric microcellular polyurethane parts shaped to conform to the interior size and geometry of the region defined by the inner metal surface of the container;
coating an outer surface of the one or more polyurethane parts with an adhesive to form one or more adhesive-coated polyurethane parts; and
bringing the one or more adhesive-coated polyurethane parts into contact with the inner metal surface of the container, thereby forming a laminate structure of metal/adhesive/polyurethane.
12. An article comprising:
a) a container suitable for holding polysilicon, wherein the container has an inner metal surface that defines a region to contain polysilicon, and at least a portion of the inner surface is provided with a protective liner comprising microcellular elastomeric polyurethane; and
b) granular polysilicon located within the container, wherein the polysilicon is shielded from contact with the inner metal surface by the protective liner.
13. The article of claim 12 wherein the granular polysilicon is essentially spheroid in form with an average size in its largest dimension of from 0.01 micron to as large as 15 millimeters and is essentially devoid of sharp or acute edge structure.
Images & Drawings included:

Sources:
- United States Patent and Trademark Office - verify current appl. status at the USPTO↗
Recent applications in this class:
- » 20250115415 2025-04-10
Display Package for an Inflatable Ball - » 20200354139 2020-11-12
Kit for building a shower enclosure with well-aligned plumb walls - » 20200115144 2020-04-16
Shower enclosure system for aligning lower and upper enclosure members - » 20180319574 2018-11-08
Shower enclosure system for aligning lower and upper enclosure members - » 20180105350 2018-04-19
APPARATUS FOR TRANSPORTING REAL-ESTATE SIGNS AND METHOD - » 20170320655 2017-11-09
Nutritional substance label system for adaptive conditioning - » 20170233173 2017-08-17
Spur Case - » 20150329274 2015-11-19
GERM SHIELD KIT - » 20150314947 2015-11-05
Removable Plastic Components that Separate and Organize Merchandise Protection Supplies - » 20150203282 2015-07-23
Dispenser-packaging for protective eyewear