Woven stretch fabrics and methods of making same
US20050282452A1
2005-12-22
11/075,531
2005-03-09
Abstract:
Woven fabrics made from non-stretch yarns yet having high levels of stretch and recovery are described. The fabrics include at least about 50% of a synthetic fiber component, and are woven such that the warp and filling are approximately balanced by weight before warp contraction, with about 50% warp density or less. The fabrics are exposed to a cumulative dynamic tension in the warp direction of at least about 250 min-lb/linear ft, and are then finished to about 70-80% of their reed width at a temperature greater than or equal to the heat set temperature for the synthetic fiber component. The fabrics may also be exposed to a face finishing process and/or a fluid treatment process.
Inventors:
- Franklin S. Love 26 🇺🇸 Columbus, NC, United States
- James T. Greer 2 🇺🇸 Moore, SC, United States
- Thomas A. Tantillo 1 🇺🇸 Evans, CA, United States
- Johnny L. Blalock 1 🇺🇸 Greenville, SC, United States
Interested in similar patents?
Get notified when new applications in this technology area are published.
Classification:
D06C3/00 » CPC main
Stretching, tentering or spreading textile fabrics; Producing elasticity in textile fabrics
D03D17/00 » CPC further
Woven fabrics having elastic or stretch properties due to manner of weaving
Y10T442/3008 » CPC further
Fabric [woven, knitted, or nonwoven textile or cloth, etc.]; Woven fabric [i.e., woven strand or strip material] Woven fabric has an elastic quality
Y10T442/3065 » CPC further
Fabric [woven, knitted, or nonwoven textile or cloth, etc.]; Woven fabric [i.e., woven strand or strip material] Including strand which is of specific structural definition
Y10T442/3976 » CPC further
Fabric [woven, knitted, or nonwoven textile or cloth, etc.]; Woven fabric [i.e., woven strand or strip material] Including strand which is stated to have specific attributes [e.g., heat or fire resistance, chemical or solvent resistance, high absorption for aqueous composition, water solubility, heat shrinkability, etc.]
Description
FIELD OF THE INVENTIONThe invention is directed to woven stretch fabrics made from non-stretch yarns, and methods of making such fabrics.
BACKGROUND OF THE INVENTIONWoven fabrics are commonly used in a wide variety of applications such as apparel and the like. While woven fabrics are known for providing good durability, knit fabrics are often preferred in certain end uses due to their ability to stretch. In other words, the nature of knit fabrics provides them with an inherent ability to stretch regardless of the types of yams from which they are knit, while woven fabrics generally require the inclusion of special stretch yarns in order to provide them with any significant degree of stretch and recovery. Even when currently available specialty yarns are utilized to impart stretch to woven fabrics, the fabrics provide less than optimal performance. For example, elastomeric yarns tend to be expensive and do not favorably withstand the high temperatures used in many textile manufacturing and treatment operations, and their stretch and recovery do not tend to be very durable. Similarly, torque stretch yarns can be used to achieve 15-20% stretch in certain fabrics, but their recovery performance is only marginal, they tend to be relatively expensive, and they tend to have a negative effect on the aesthetics of the fabric.
Manufacturing processes designed to impart mechanical stretch to woven fabrics have generally been limited to those which apply some lengthwise tension while the fabric edges are not stretched outwardly to any significant extent. However, such fabrics have heretofore only been able to achieve a maximum stretch of about 12%.
With the recent trend in the apparel industry for garment comfort, there exists a great need for methods of providing woven fabrics with stretch and recovery characteristics at levels greater than heretofore achievable. In addition, it would be desirable to achieve the stretch and recovery using standard “non-stretch” yarns. (For purposes of this invention, the term “non-stretch” is used to describe standard yarns which have less than about 10% stretch (i.e. elongation) and recovery, and would exclude yarns engineered for stretch such as elastomeric yarns (e.g. spandex or rubber), bicomponent yarns made from components having differential shrinkage, and torque yarns (those yarns that have been textured to enable them to stretch and recover.))
BRIEF DESCRIPTION OF THE DRAWINGSFIG. 1A is a plan view of a prior art fabric construction, as it comes off of the loom;
FIG. 1B is a plan view of a prior art fabric construction after it has been finished for stretch;
FIG. 2A is a sectional view of the fabric of FIG. 1A, taken along line 2A;
FIG. 2B is a sectional view of the fabric of FIG. 2B, taken along line 2B;
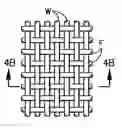
FIG. 3A is a plan view of a fabric made according to the invention as it comes off of the loom;
FIG. 3B is a plan view of a fabric made according to the invention after it has been finished;
FIG. 4A is a sectional view of the fabric of FIG. 3A, taken along line 4A; and
FIG. 4B is a sectional view of the fabric of FIG. 3B, taken along line 4B.
DETAILED DESCRIPTIONIn the following detailed description of the invention, specific preferred embodiments of the invention are described to enable a full and complete understanding of the invention. It will be recognized that it is not intended to limit the invention to the particular preferred embodiment described, and although specific terms are employed in describing the invention, such terms are used in a descriptive sense for the purpose of illustration and not for the purpose of limitation.
The fabrics of the present invention are woven substantially entirely from non-stretch yarns, and desirably include at least about 50% or greater of a synthetic fiber component, in order that they will retain their memory after a heat setting process. The fabrics can be made from substantially all synthetic fibers, blends of two or more types of synthetic fibers, or blends of synthetic fibers and natural fibers. For example, the fabrics can be made from fibers including but not limited to polyester, polyamide, aramids, cotton, rayon, silk, polylactide based fibers, PTT fibers, wool, etc. Furthermore, the fabrics can be made from spun or filament yarns, or combinations thereof, and can be single ply or multi-plied, as desired. The yarns can be produced by any variety of yarn manufacturing process, including but not limited to jet spinning, open end spinning, ring spinning, vortex spinning, false twist texturing, air texturing, etc.
The fabrics can be woven in any conventional weave construction, including but not limited to plain weave, satin weave, twill weave, and the like. However, it will be understood that the type of weave will be factored into the mechanism of the invention to determine the proper fabric density to optimize stretch for a given fabric.
The stretch and recovery properties are achieved through the combination of a particular fabric construction, a synthetic fiber component, selective density distribution and processing steps designed to impart a cumulative dynamic tension, followed by a heat setting treatment at a temperature at or greater than the heat setting temperature for the particular synthetic fiber component. In particular, fabric is engineered to achieve a balanced relationship between warp and filling weight before warp contraction, in combination with a warp density factor of about 50% or less. Stretch of about 15% or greater in combination with recovery of about 80-97% can be achieved through this invention, as tested with the test methods TTM 074 and TTM 077, respectively, described below.
As noted above, the fabrics of the invention are engineered to have particular unique warp density at a given fabric density index, with that warp density desirably being about 50% or less. A fabric's density index can be calculated using the formula Fd=(dw+df)2*nw*nf*f*100%, where:
-
- Fd=fabric density index
- dw=warp yarn diameter
- df=filling yam diameter
- nw=number of ends per unit length
- nf=number of picks per unit length
- f=factor for fabric construction (see table below)
(from) Latke et al. “Textilien Prüfen-Untersuchen-Auswerten”, Schiele & Schön-Berlin (1974)).
Fabric Construction Factors for Some Common Fabric Constructions
| FABRIC CONSTRUCTION | FACTOR | |
| plain weave (1 × 1) | 1 | |
| twill weave (2 × 1) | 0.7 | |
| twill weave (3 × 1) | 0.56 | |
| Satin weave (4 × 1) | 0.49 | |
The theoretical maximum fabric density is 100%, indicating yarns are in complete contact with adjacent yarns on either side in both the warp and filling directions. This actual maximum is closer to 110%, as yarns do not have a perfect round diameter and can deform under tension to form an ellipse and therefore compact more closely.
According to the invention, the selective density distribution of the warp and filling yarns can be engineered to create the optimal conditions for stretch. The density of the warp yarns and the density of the filling yarns can be calculated independently as follows:
Wyd=dw*nw*f*100% and Fyd=df*nf*f*100%, where
-
- Wyd=warp yarn density
- dw=diameter of the warp yarn
- nw=number of warp yarn ends per unit length
- f=fabric construction factor (from Table)
- Fyd=filling yarn density
- df=diameter of the filling yarn
- nf=number of filling yarns per unit length and d w , d f ( 4 T t ) ( •10 4 ) , where
- Tt=yarn count in tex
- !=yarn density
- !=nylon=1.15
- polyester=1.38
- cotton=1.54
- acrylic=1.17
It was surprisingly found by the inventors that at a given fabric density index (Fd), when the warp yarn density was engineered to be about 50% or less and combined with other processing operations, a fabric having a high level of stretch and recovery could be achieved from non-stretch yarns. In other aspects of the invention, it may be desirable to have the warp yarn density at an even lower level, such as about 40% or less or about 30% or less.
The warp yarn density (Wyd) and filling yarn density (Fyd) are desirably equal or substantially equal within +/−10% for the fabrics formed according to this invention. The warp yarn density of the greige fabric is 20-30% lower than standard commercial fabrics for similar end use. As a result, the filling yarn density is 10-15% higher for the greige fabric of the present invention than for typical prior art constructions. Warp yarn density and filling yarn density are calculated based on the warp ends per inch at the reed for a particular greige fabric and the actual picks per inch inserted in the shed. The selective density distribution creates the environment for stretch engineering in the fabric with the utilization of selected finishing equipment and processes. The decrease in warp yarn density results in ‘warp air space’ or openness between the warps which will be filled as the yarns are drawn together and held in tension and the fill yarns constrict from crimp exchange. The increase in fill yarn density ‘blocks’ shrinkage or addition constriction in the lengthwise direction. For this reason, the Wyd and Fyd are engineered to be equal or essentially equal, otherwise a substantially larger Fyd would ‘block’ the fabric from constricting in both lengthwise and widthwise directions, inhibiting the creation of stretch.
For the purpose of this invention, size add-on is ignored in regard to impacting the even weight distribution and yarn diameter, as it is later removed in fabric preparation and is considered to be negligible.
With reference to the drawings, FIGS. 1A and 2A illustrate a typical prior art fabric construction as it comes off the loom. In the illustrated embodiment, the warp and filling yams (W, F, respectively) are the same size, and the warp yarn density is greater than the filling yarn density. FIGS. 1B and 2B show the same prior art fabric after it has been “finished for stretch” by heating it without extending out the width. As illustrated, the filling yarns are still relatively straight, thereby providing the fabric with only minimal stretch potential.
FIGS. 3A and 4A show a fabric according to the invention as it comes off the loom. As illustrated, the warp and filling yarns (W, F, respectively) have balanced density (with the warp and filling yarns being the same size.) FIGS. 3B and 4B show the same fabric, after it has been processed according to the invention. As illustrated, the crimp or contraction of the warp yarns has been transferred to the filling. In other words, as the fabric is held under lengthwise tension, the crimp is ‘exchanged’ to the filling yarn. The filling yarns maintain the crimped state throughout processing due to dynamic tension. The fabric is heat set at the last process to lock-in the crimp so that the fill yarns act as a spring to give the fabric stretch and recovery with the physical properties as stated in the invention.
Warp Weight before Warp Contraction=(#ends/in*Reed Width (in))/Yarn Count*(840 yards yarn/lb)
Filling Weight before Warp Contraction=(#picks/in*Reed Width (in))/Yarn Count*(840 yards yarn/lb)
The fabric is then exposed to a dynamic tension of about 250 min lb/linear ft. of fabric to about 700 min lb/linear ft of fabric. In general, it will be desirable to expose the fabric to the upper end of the dynamic tension range, in order to optimize the amount of stretch in the fabric.
The fabric is then finished at about 70-80% of its reed (as woven) width, and heat set at the appropriate temperature for the specific synthetic fiber component forming part of that fabric. Such heat set temperatures are commonly known by those of ordinary skill in the art.
The fabric may also include additional optional processing operations, which may be performed at any stage of the manufacturing operation. For example, the fabric can be subjected to one or more face finishing operations, such as sanding, brushing, napping, wet sueding, dry sueding, or processing by the sanding methods described in commonly-assigned U.S. Pat. Nos. 6,233,795 to Dischler, 6,260,247 to Dischler et al, 6,269,525 to Dischler et al, 6,345,421 to Dischler et al, 4,468,844 to Otto, 4,512,065 to Otto, 5,943,745 to Dischler, 6,242,370 to Dischler, 5,815,896 to Dischler, and 5,752,300 to Dischler, the disclosures of which are incorporated herein by reference. For purposes of this disclosure, the term “sanding” is intended in its broadest sense to encompass all types of grits (e.g. sandpaper, sanding films, diamond plated rolls, three-dimensional abrasion such as by using Scotchbrite® grit available from 3M Corporation of St. Paul, Minn., etc.) and grit supports. This/these face finishing operation(s) can be selected to provide warpwise tension to the fabric, to contribute to the overall cumulative processing tension referenced above. Furthermore, the face finishing operations can be provided to one or both surfaces of the fabric, depending on the desired end results.
In addition to or instead of a face finishing operation, the fabrics can also optionally be exposed to a high energy fluid treatment. For example, the fabric can be treated with a high pressure gas such as air, high pressure liquid, or the like. For example, it has been found that a high pressure water treatment of the variety described in commonly-assigned co-pending U.S. patent application Ser. No. 09/344,596 to Emery et al, filed Jun. 25, 1999, works well in the invention. The disclosure of U.S. patent application Ser. No. 09,344,596 to Emery et al, filed Jun. 25, 1999, is incorporated herein by reference. However, other types of fluid treatment apparatus could be used within the scope of the invention, including but not limited to those described in U.S. Pat. Nos. 5,806,155 to Malaney et al.; 6,253,429 to Zolin; 5,632,072 to Simon et al.; and 6,343,410 to Greenway et al.; 5,791,028 to Zolin; 6,442,810 to Greenway et al.; 6,442,809 to Greenway et al.; 5,136,761 to Sternlieb et al.; 4,995,151 to Siegel et al.; and 4,967,456 to Sternlieb et al., the disclosures of which are incorporated herein by reference. The high energy fluid treatment can be performed on both surfaces or on one surface only. As noted above, in some embodiments of the invention (such as when using the fluid treatment apparatus described above in the '596 application to Emery et al), a surface effect may be achieved on both surfaces of the fabric despite fluid treatment being performed only on a single side of the fabric.
As noted previously, the amount of energy applied can be selected to optimize the surface effect on the particular fabric being treated. In addition, the parameters of the particular treatment apparatus can be selected without undue experimentation to achieve the desired level of treatment, so that the desired level of surface effect is achieved for the particular fabric. It is expected that by treating a fabric with at least about 0.0295 hp-hr/lb of energy, a good surface effect could be achieved for many textile fabrics. In some embodiments of the invention, it has been found that an energy application of about 0.0295-0.118 hp-hr/lb achieves a good feeling fabric. It has surprisingly been found that by mechanically disturbing interlacings between the warp and filling yarns, the warp density factor can be increased upon subsequent processing, thereby enhancing the stretch potential of the fabric. In addition, it has been found that certain high energy fluid treatments such as the one described in the Emery patent application referenced above can cause the warp yarn bundle to bloom, causing a density decrease in the warp yarns and reducing the ratios of curvature for the filling yarns around the warp yarns. As a result, stretch potential of the fabric can be favorably impacted.
Additional processing steps such as dyeing, chemical treatments, etc. can be performed at any point in the manufacturing operation within the scope of the invention. For example, conventional chemistries such as soil release chemistry, wicking agents, hand builders, anti-static agents, antimicrobial chemistries, and the like can be added within the scope of the invention.
EXAMPLES Example AA fabric was woven in a plain weave construction using a conventional weaving process. The fabric had 26.0/1 100% polyester air jet spun yarns in the warp, and 26.0/1 100% polyester air jet spun yarns in the filling, and was woven at a reed width of 74.56 inches with 68 ends per inch and 68 picks per inch. The fabric had a greige weight (without size) of 3.92 oz/sq yd.
Example A1The fabric was then processed on an angular sueding machine of the variety described in commonly assigned U.S. Pat. No. 5,943,745 to Dischler, entitled “Process and Apparatus for Angularly Sueding a Textile Web Containing Fill and Warp Yarns” the disclosure of which is hereby incorporated by reference, to abrade the fabric surface. The fabric then went through a standard range fabric preparation process at 200° F. wash temperature. The fabric was then hydraulically treated on a machine of the variety described in the above referenced Emery U.S. patent application Ser. No. 09/344,596 at an energy application of 0.037 hp-hr/lb. On the front side and 0.022 hp-hr/lb. On the opposite surface, for a total treatment of 0.059 hp-hr/lb., under tension of around 20 lb/linear foot. The fabric was then dried and passed through a tenter frame at 425° F. at 75% of reed width for 30 seconds. Overall the fabric was exposed to 470±15% min-lb/linear ft of dynamic tension during this downstream processing.
Example A2The fabric was processed on a sanding apparatus of the variety described in U.S. Pat. No. 6,233,795 to Dischler, the disclosure of which is incorporated herein by reference. The fabric was then dried and then processed on a tenter frame at 425° F. at 81% of reed width for 30 seconds. Overall the fabric was subjected to 425±15% min-lb/linear ft of dynamic tension during this processing.
Example A3The fabric was then processed on an angular sueding machine of the variety described in commonly assigned U.S. Pat. No. 5,943,745 to Dischler, entitled “Process and Apparatus for Angularly Sueding a Textile Web Containing Fill and Warp Yarns” the disclosure of which is hereby incorporated by reference, to abrade the fabric surface. The fabric then went through a standard range fabric preparation process at 200° F. wash temperature. The fabric was then hydraulically treated on a machine of the variety described in the above referenced Emery U.S. patent application Ser. No. 09/344,596 at an energy application of 0.037 hp-hr/lb. On the front side and 0.022 hp-hr/lb. On the opposite surface, for a total treatment of 0.059 hp-hr/lb., under tension of around 20 lb/linear foot. The fabric was then dyed using conventional thermosal dye range, then heat set on a tenter frame at 425° F. at 78% of reed width for 30 seconds. The fabric experienced 570±15% min-lb/linear ft of dynamic tension during the processing.
Example A4The fabric was processed on a sanding apparatus of the variety described in U.S. Pat. No. 6,233,795 to Dischler, the disclosure of which is incorporated herein by reference. The fabric was then dyed using a conventional thermasol dye range, then heat set on a tenter frame at 425° F. at 82% of reed width for 30 seconds. The fabric experienced 525±15% min-lb/linear ft of dynamic tension during the processing.
Example A5 Comparative SampleA commercially available top weight uniform fabric was also tested for comparative purposes. That fabric had been woven using a conventional weaving process in a plain weave construction. The fabric had 26.0/1 100% polyester open end spun yarns in the warp, and 25.0/1 100% polyester ring spun (3.8 twist multiple) yarns in the filling, with a reed width of 72.13 inches, 91.5 ends per inch and 48 picks per inch. The fabric had a greige weight (without size) of 3.89 oz/sq yd. The fabric was abraded with a sanding apparatus of the variety described in U.S. Pat. No. 6,233,795, then processed through a standard range fabric preparation process at 200° F. wash temperature. The fabric was thermosol dyed in a conventional manner, and heat set on a tenter frame at 425° F. at 90% reed width for 30 seconds.
Example BA fabric was woven in a plain weave construction using a conventional weaving process. The fabric had 26.0/1 100% polyester air jet spun yarns in the warp, and 2/150/68 100% polyester false twist textured yarns in the filling. The fabric was woven at a reed width of 74.56 inches, with 68 ends per inch and 46 picks per inch. The fabric had a greige weight (without size) of 4.02 oz/sq yd.
Example B1The fabric was then processed on an angular sueding machine of the variety described in commonly assigned U.S. Pat. No. 5,943,745 to Dischler, entitled “Process and Apparatus for Angularly Sueding a Textile Web Containing Fill and Warp Yarns” the disclosure of which is hereby incorporated by reference, to abrade the fabric surface. The fabric then went through a standard range fabric preparation process at 200° F. wash temperature. The fabric was then hydraulically treated on a machine of the variety described in the above referenced Emery U.S. patent application Ser. No. 09/344,596 at an energy application of 0.037 hp-hr/lb. On the front side and 0.022 hp-hr/lb. On the opposite surface, for a total treatment of 0.059 hp-hr/lb., under tension of around 20 lb/linear foot. The fabric was then dried and heat set on a tenter frame at 425° F. at 76% of reed width for 30 seconds. Overall the fabric was exposed to 470±15% min-lb/linear ft of dynamic tension during this downstream processing.
Example B2The fabric was processed on a sanding apparatus of the variety described in U.S. Pat. No. 6,233,795 to Dischler, the disclosure of which is incorporated herein by reference. The fabric was then dried and then processed on a tenter frame at 425° F. at 78% of reed width for 30 seconds. Overall the fabric was subjected to 425±15% min-lb/linear ft of dynamic tension during this processing.
Example B3The fabric was then processed on an angular sueding machine of the variety described in commonly assigned U.S. Pat. No. 5,943,745 to Dischler, entitled “Process and Apparatus for Angularly Sueding a Textile Web Containing Fill and Warp Yarns” the disclosure of which is hereby incorporated by reference, to abrade the fabric surface. The fabric then went through a standard range fabric preparation process at 200° F. wash temperature. The fabric was then hydraulically treated on a machine of the variety described in the above referenced Emery U.S. patent application Ser. No. 09/344,596 at an energy application of 0.037 hp-hr/lb. On the front side and 0.022 hp-hr/lb. On the opposite surface, for a total treatment of 0.059 hp-hr/lb., under tension of around 20 lb/linear foot. The fabric was then dyed using conventional thermosal dye range, then heat set on a tenter frame at 425° F. at 79% of reed width for 30 seconds. Overall, the fabrics was subjected to 570±15% min-lb/linear ft of dynamic tension during this downstream processing.
Example B4The fabric was processed on a sanding apparatus of the variety described in U.S. Pat. No. 6,233,795 to Dischler, the disclosure of which is incorporated herein by reference. The fabric was then dyed using a conventional thermasol dye range, then heat set on a tenter frame at 425° F. at 81% of reed width for 30 seconds. Overall, the fabric was subjected to 525±15% min-lb/linear ft of dynamic tension during this downstream processing.
Example B5—Comparative SampleThe same comparative fabric used in Example A was also used for comparative purposes with the Example B fabrics.
Example CA fabric was woven using a conventional weaving process in a plain weave construction. The fabric had 19.0/1 100% polyester open end spun yarns (3.60 twist multiple) in the warp, and 19.0/1 100% polyester open end spun yarns (3.60 twist multiple) in the filling. The fabric was woven at a reed width of 74.56 inches, with 50 ends per inch and 50 picks per inch. The fabric had a greige weight (without size) of 3.91 oz/sq yd.
Example C1The fabric was then processed on an angular sueding machine of the variety described in commonly assigned U.S. Pat. No. 5,943,745 to Dischler, entitled “Process and Apparatus for Angularly Sueding a Textile Web Containing Fill and Warp Yarns” the disclosure of which is hereby incorporated by reference, to abrade the fabric surface. The fabric then went through a standard range fabric preparation process at 200° F. wash temperature. The fabric was then hydraulically treated on a machine of the variety described in the above referenced Emery U.S. patent application Ser. No. 09/344,596 at an energy application of 0.037 hp-hr/lb. On the front side and 0.022 hp-hr/lb. On the opposite surface, for a total treatment of 0.059 hp-hr/lb., under tension of around 20 lb/linear foot. The fabric was then dried and heat set on a tenter frame at 425° F at 75% of reed width for 30 seconds. Overall the fabric was exposed to 470±15% min-lb/linear ft of dynamic tension during this downstream processing.
Example C2The fabric was processed on a sanding apparatus of the variety described in U.S. Pat. No. 6,233,795 to Dischler, the disclosure of which is incorporated herein by reference. The fabric was then dried and then heat set on a tenter frame at 425° F. at 78% of reed width for 30 seconds. Overall the fabric was subjected to 425±15% min-lb/linear ft of dynamic tension during this processing.
Example C3The fabric was then processed on an angular sueding machine of the variety described in commonly assigned U.S. Pat. No. 5,943,745 to Dischler, entitled “Process and Apparatus for Angularly Sueding a Textile Web Containing Fill and Warp Yarns” the disclosure of which is hereby incorporated by reference, to abrade the fabric surface. The fabric then went through a standard range fabric preparation process at 200° F. wash temperature. The fabric was then hydraulically treated on a machine of the variety described in the above referenced Emery U.S. patent application Ser. No. 09/344,596 at an energy application of 0.037 hp-hr/lb. On the front side and 0.022 hp-hr/lb. On the opposite surface, for a total treatment of 0.059 hp-hr/lb., under tension of around 20 lb/linear foot. The fabric was then dyed using conventional thermosal dye range, then run down tenter frame at 425° F. at 81% of reed width for 30 seconds. Overall, the fabric was exposed to 570±15% min-lb/linear ft of dynamic tension.
Example C4The fabric was processed on a sanding apparatus of the variety described in U.S. Pat. No. 6,233,795 to Dischler, the disclosure of which is incorporated herein by reference. The fabric was then dyed using a conventional thermasol dye range, then run down a tenter frame at 425° F. at 82% of reed width for 30 seconds. Overall, the fabric was exposed to 525±15% min-lb/linear ft of dynamic tension.
Example C5—Comparative SampleA typical commercially-available shirt weight 100% polyester fabric was utilized for comparative purposes. The fabric had 19.0/1 100% polyester open end spun (3.6 twist multiple) yarns in both the warp and filling. The fabric was woven at a reed width of 72.01 inches, with 71.4 ends per inch and 48 picks per inch. The fabric was abraded with a sanding apparatus of the variety described in U.S. Pat. No. 6,233,795, then passed through a standard range fabric preparation process at 200° F. wash temperature. The fabric was thermasol dyed in a conventional manner, and heat set on a tenter frame at 425° F. at 90% reed width for 30 seconds. Overall, the fabric was subjected to 470±15% min-lb/linear ft of dynamic tension.
Example DA fabric was woven in a plain weave construction using a conventional weaving process. The fabric had 19.0/1 100% open end spun polyester yarns (3.60 twist multiple) in the warp, and 2/150/68 100% polyester false twist textured yarns in the filling. The fabric was woven at a reed width of 74.56 inches, with 50 ends per inch and 46 picks per inch. The fabric had a greige weight (without size) of about 4.00 oz/sq yd.
Example D1The fabric was then processed on an angular sueding machine of the variety described in commonly assigned U.S. Pat. No. 5,943,745 to Dischler, entitled “Process and Apparatus for Angularly Sueding a Textile Web Containing Fill and Warp Yarns” the disclosure of which is hereby incorporated by reference, to abrade the fabric surface. The fabric then went through a standard range fabric preparation process at 200° F. wash temperature. The fabric was then hydraulically treated on a machine of the variety described in the above referenced Emery U.S. patent application Ser. No. 09/344,596 at an energy application of 0.037 hp-hr/lb. On the front side and 0.022 hp-hr/lb. On the opposite surface, for a total treatment of 0.059 hp-hr/lb., under tension of around 20 lb/linear foot. The fabric was then dried and heat set on a tenter frame at 425° F. at 75% of reed width for 30 seconds. Overall the fabric was exposed to 470±15% min-lb/linear ft of dynamic tension during this downstream processing.
Example D2The fabric was processed on a sanding apparatus of the variety described in U.S. Pat. No. 6,233,795 to Dischler, the disclosure of which is incorporated herein by reference. The fabric was then dried and then processed on a tenter frame at 425° F. at 77% of reed width for 30 seconds. Overall the fabric was subjected to 425±15% min-lb/linear ft of dynamic tension during this processing.
Example D3The fabric was then processed on an angular sueding machine of the variety described in commonly assigned U.S. Pat. No. 5,943,745 to Dischler, entitled “Process and Apparatus for Angularly Sueding a Textile Web Containing Fill and Warp Yarns” the disclosure of which is hereby incorporated by reference, to abrade the fabric surface. The fabric then went through a standard range fabric preparation process at 200° F. wash temperature. The fabric was then hydraulically treated on a machine of the variety described in the above referenced Emery U.S. patent application Ser. No. 09/344,596 at an energy application of 0.037 hp-hr/lb. On the front side and 0.022 hp-hr/lb. On the opposite surface, for a total treatment of 0.059 hp-hr/lb., under tension of around 20 lb/linear foot. The fabric was then dyed using conventional thermosal dye range, then heat set on a tenter frame at 425° F. at 78% of reed width for 30 seconds. Overall, the fabric was subjected to 570±15% min-lb/linear ft of dynamic tension during this processing.
Example D4The fabric was processed on a sanding apparatus of the variety described in U.S. Pat. No. 6,233,795 to Dischler, the disclosure of which is incorporated herein by reference. The fabric was then dyed using a conventional thermasol dye range, then run down a tenter frame at 425° F. at 82% of reed width for 30 seconds. Overall, the fabric was subjected to 525±15% min-lb/linear ft of dynamic tension during this processing.
Example D5—Comparative SampleThe same comparative sample was used for Example D as for Example C.
TEST METHODSFinished Weight—Finished weight was measured according to ASTM D-3776 (1996).
Ends per inch and picks per inch—Ends and picks per inch were determined by visually counting using a pick glass.
Warp and Filling Shrinkage—Warp and filling shrinkage were measured according to AATCC Test Method 96 (2001) for fabrics of Examples A-D; the fabrics were washed at 140° F. using Tide Detergent and the fabrics of Example E were washed at 140° F. using AATCC Test Method 135 (2001).
Stretch—Filling Stretch for the fabrics of the invention was measured according to the following test method TTM 074 Fabric Elongation Test. For the comparative sample fabrics, the fabrics had no discernible stretch when pulled by hand, and thus were not tested. For this reason, they are identified as having less than 5% (which is generally the point where a fabric is considered to have some “give” when pulled.)
TTM 074—Fabric Elongation (Hanging Weight Test)
Purpose: This test determines the total stretch (elongation) of a woven stretch fabric.
Summary of Method: Fabric specimens of known length are mounted onto a static extension tester, and weights representing loads of 6 N per cm (3.37 lb per in.) are attached to the specimens. The specimens are exercised by hand for three cycles and then allowed to hang free. The extended lengths of the weighted specimens is then recorded, and the fabric elongation is calculated.
Field of Application: This test applies to stretch wovens, and serves as an alternative to the spring balance or dynamometer methods for measuring fabric elongation.
Definitions: Exercise—to perform one or more cycles of stretching a fabric and then allowing it to relax.
Equipment:
-
- Static extension tester
- Scissors
- Tweezers
- Ruler
- Stopwatch
- Metal pins: ⅛ in. diameter×2 in. length
- Weights: 30 N (6.75 lb)
Safety: Observe the following safety practices when performing this test: - Follow the general safety procedures in effect at your laboratory.
- Be careful to avoid pinch points when clamping specimens.
- Always exercise care when handling scissors.
- Wear safety shoes when performing this test.
Sampling: - Follow fill or warp stretch fabrics, prepare three specimens for testing.
- Select specimens from as broad an area of the fabric as possible, and in such a way that no two specimens contain the same yarns.
- Take all specimens at least 10 cm (4 in) from the selvage.
Procedure: - 1. Cut three specimens for each fabric sample. Each specimen should measure 60×6.5 cm (12×2.5 in.). The long dimension should correspond with the stretch direction.
- 2. Unravel each specimen to 5 cm (2 in.) in width, removing approximately the same number of threads on either side.
- 3. Perform steps “a” to “d” below:
- a. Fold one end of the fabric over on itself to form a loop, and sew a seam across the width of the specimen.
- b. Cut a V. shaped notch into the loop, such that if the loop were opened flat, a diamond shaped opening would be formed.
- c. At 6.5 cm (2.5 in.) from the unlooped edge of the fabric, draw benchmark “A”.
- d. At 50 cm (20 in.) away from benchmark “A”, draw benchmark “B”.
- 4. Condition the specimens for at least 16 hours at:
- 20° C., ±2° (70° F., ±3°)
- 65% relative humidity, ±2%
- 5. Place a specimen in the top clamp of the static tester with benchmark “A” at clamp edge and the looped end hanging free. Snap clamp shut.
- 6. Align the zero mark on the ruler with benchmark “B”.
- 7. Insert the metal pin through the specimen loop and hook a 30 N (6.75 lb.) weight through the notch onto the metal pin.
- 8. Exercise the specimen by allowing it to be stretched by the weight for three seconds, and then relieving the tension by manually lifting the weight. Do this three times.
- 9. Allow the weight to hang freely (thereby stretching the specimen), and then record the specimen length to the nearest millimeter (FIG. 3.3).
- 10. Calculate the fabric elongation:
%
fabric
elongation
=
ML
-
GL
GL
×
100
- ML is the length between benchmarks at 30 N
- GL is the original length between benchmarks
- 11. Repeat steps 5-10 for all specimens.
Reporting: Report the individual and the average fabric elongation for the three specimens in the filling direction(s).
Set and Recovery—Filling Set was measured according to the following test method TTM 077 Fabric Growth Test. The Filling Set was then divided by the Filling Stretch, and subtracted from 1 to achieve the % recovery.
TTM 077—Fabric Growth
Purpose: This test determines the percentage of fabric growth in stretch wovens.
Summary of Method: Fabrics first undergo an elongation test TTM 074 to determine the fabric elongation. Specimens from these fabrics are then extended to 80% of the fabric elongation and held in this state for 30 minutes. They are then allowed to relax for 60 minutes, at which point the fabric growth is measured and calculated.
*If 80% of the fabric elongation is greater than 35%, then the extension used for the growth test will be limited to 35%.
Field of Application: This test applies to stretch wovens. Growth is measured in the stretch direction only.
Definitions: Fabric elongation—the extent to which a fabric will stretch in response to a load of 6 N per cm (3.37 lb per in.), expressed as a percentage of the original relaxed length.
Growth—the unrecovered length of a fabric that has been held at a specified elongation for a specified period and then allowed to relax. Growth is expressed as a percentage of the original relaxed length.
Equipment:
-
- Static extension tester
- Scissors
- Ruler
- Timer
Safety: Observe the following safety practices when performing this test: - Follow the general safety procedures in effect at your laboratory.
- Be careful to avoid pinch points when clamping specimens.
- Always exercise care when handling scissors.
Sampling: - For fill or warp stretch fabrics, prepare three specimens for testing.
- Select specimens from as broad an area of the fabric as possible, and in such a way that no two specimens contain the same yarns.
- Take all specimens at least 10 cm (4 in.) from the selvage.
Procedure: *Before performing the growth test, the fabric must first have undergone an elongation test TTM 074. The fabric elongation must be known before a growth test can be performed. Cut new specimens from the fabric for the growth test; do not use the same specimens that were used for the elongation test.
1. Cut three specimens for each fabric sample. Each specimen should measure 55×6 cm (22×2.5 in.). The long dimension should correspond with the stretch direction. Number the specimens from 1 to 3.
2. Unravel each specimen to 5 cm (2 in.) in width, removing approximately the same number of threads on either side.
3. Condition the specimens for at least 16 hours at:
-
- 20° C., ±2° (70° F., ±3°)
- 65% relative humidity, ±2%
4. Draw two benchmarks on each specimen exactly 50 cm (20 in.) apart, centered on the fabric (i.e. one inch inward from each end).
5. Calculate 80% of the known fabric elongation (E): E at 80 % = E % 100 × .80 × L
-
- *L is the original length between the benchmarks (i.e., 50 cm or 20 in.)
- *For this test, observe an upper extension limit of 35%.
6. Move the lower clamp on the static tester to the 0 cm (in.) mark and lock it.
7. Clamp a specimen into both clamps.
8. Move the lower clamp downward until the pointer aligns with the scale equivalent of E @80% as calculated in Step 5. Fix the clamp in this position.
9. Repeat steps 6 through 8 for the other two specimens.
10. After 30 minutes, release the lower clamps thereby allowing the specimens to hang freely.
11. After 60 minutes, measure and record the increase in the length of the specimens.
12. Calculate the growth: % growth = L2 × 100 L
-
- *L2 is the increase in length between the specimen benchmarks after relaxation.
- *L is the original length between the benchmarks (i.e., 50 cm or 20 in.)
Reporting: Report the average growth for the three specimens.
Results from the tests are listed in the tables below.
| Parameter | A1 | A2 | A3 | A4 | Comparative |
| Width | 56.00 | 60.13 | 58.00 | 61.25 | 64.84 |
| Finished Weight | 4.83 | 4.46 | 4.64 | 4.25 | 4.3 |
| (oz/sq yd) | |||||
| Ends/Inch (finished) | 86 | 86 | 88 | 82 | 102 |
| Picks/Inch (finished) | 68 | 68 | 68 | 68 | 48 |
| Shrink (warp)- % | 0.4 | 0.4 | 0.3 | 0.2 | 1.9 |
| Shrink (filling)- % | 0.4 | 0.4+ | 0.2+ | 0.2 | 0.6 |
| Stretch (filling)- % | 21.6 | 16.8 | 16.6 | 11.4 | <5% |
| Set (filling)- % | 0.60% | 2.40% | 2.40% | 2.00% | N/A |
| Recovery (filling)- | 97 | 86 | 85.5 | 82.5 | N/A |
| % | |||||
| Parameter | B1 | B2 | B3 | B4 | Comparative |
| Width | 56.50 | 58.25 | 59.00 | 60.50 | 64.84 |
| Finished Weight | 4.52 | 4.01 | 4.42 | 4.60 | 4.3 |
| (oz/sq yd) | |||||
| Ends/Inch (finished) | 86 | 86 | 88 | 85 | 102 |
| Picks/Inch (finished) | 45 | 45 | 46 | 46 | 48 |
| Shrink (warp)- % | 0.6 | 0.3 | 0.2 | 0.4 | 1.9 |
| Shrink (filling)- % | 0.4+ | 0.4+ | 0.1+ | 0.1 | 0.6 |
| Stretch (filling)- % | 24.2 | 18.0 | 14.0 | 13.8 | <5% |
| Set (filling)- % | 3.60 | 4.40 | 2.60 | 3.20 | N/A |
| Recovery (filling)- % | 80 | 82 | 81 | 77 | N/A |
| Parameter | C1 | C2 | C3 | C4 | Comparative |
| Width (finished) | 55.75 | 58.00 | 60.25 | 61.50 | 64.5 |
| Finished Weight | 4.63 | 4.78 | 4.58 | 4.37 | 4.85 |
| (oz/sq yd) | |||||
| Ends/Inch (finished) | 65 | 65 | 64 | 60 | 81 |
| Picks/Inch (finished) | 49 | 49 | 51 | 50 | 47 |
| Shrink (warp)- % | 0.4 | 0.4 | 0.2 | 0.4 | 1.5 |
| Shrink (filling)- % | 0.4+ | 0.4+ | 0.4 | 0.4 | 0.6 |
| Stretch (filling)- % | 22.0 | 20.0 | 4.6 | 6.4 | <5% |
| Set (filling)- % | 4.20 | 1.40 | 2.60 | 3.40 | N/A |
| Recovery (filling)- % | 81 | 93 | 44* | 47* | N/A |
*Note - it is believed these numbers were an anomaly due to a processing control issue. |
| Parameter | D1 | D2 | D3 | D4 | Comparative |
| Width | 55.63 | 57.13 | 58.13 | 61.00 | 64.5 |
| Finished Weight | 4.97 | 4.52 | 4.38 | 4.44 | 4.85 |
| (oz/sq yd) | |||||
| Ends/Inch (finished) | 65 | 67 | 66 | 63 | 81 |
| Picks/Inch (finished) | 47 | 46 | 47 | 47 | 47 |
| Shrink (warp)- % | 0.4 | 0.2 | 0.2 | 0.2 | 1.5 |
| Shrink (filling)- % | 0.4+ | 0.2 | 0.2+ | 0.1 | 0.6 |
| Stretch (filling)- % | 22.6 | 19 | 16.0 | 10.0 | <5% |
| Set (filling)- % | 3.20 | 3.20 | 2.20 | 0.80 | N/A |
| Recovery (filling)- % | 83 | 86 | 86 | 92 | N/A |
A fabric was woven in a 2×1 left hand twill construction according to conventional weaving processes as follows: The fabric had 20.0/1 52/48% nylon/combed cotton ring spun (4.20 twist multiple) yarns in the warp, and 17.0/1 52/48 nylon/combed cotton ring spun (4.20 twist multiple) yarns in the filling, and was woven at a reed width of 74.07 inches with 67.5 ends per inch and 58.00 picks per inch. The fabric had a greige weight (without size) of about 5.02 oz/sq yd.
Example E1Fabric was desized in a conventional manner on a continuous preparation range so that it received 250 min-lb/linear ft of dynamic tension at 30 seconds dwell time. They were then dried (but not heat set) at <200° F. A lab simulation of expected finishing process (which would typically entail dyeing, printing and heat setting) was performed to see how the fabric would perform (set on a pin tenter frame at 76% of reed width, and cured in an oven for 30 minutes at 425° F.).
Example E2—Comparative SampleSame yarns as Example E1. Reed width of 67.08 and ends 86.4 and picks 63.0. Greige weight 6.1 oz/sq yd. It was heat set (tentered out at 91% reed width by the customer: not set for stretch).
| Example | Example E2 Comparative sample - | |
| Process | E1 | dyed, printed and finished |
| Greige EPI | 67 | 86 |
| Greige PPI | 58 | 63 |
| Greige Warp Weight | 0.3182 | 0.3835 |
| Greige Filling Weight | 0.3009 | 0.2960 |
| Width (finished)- | 57.25 | 61.25 |
| inches | ||
| Weight (finished)- | 5.92 | 6.26 |
| oz/sq yd | ||
| Construction finished | 88 × 59 | 96 × 63 |
| Stretch | 16% | no stretch-5% or less |
| Set | 65% | not tested |
Table of Warp, Filling and Fabric Densities of Example Fabrics
| Warp Yarn | Filling Yarn | Fabric Density | |
| Example | Density (WYd) | Density (Fyd) | (Fd) |
| A1 | 50% | 50% | 104% |
| A2 | 50% | 50% | 104% |
| A3 | 50% | 50% | 104% |
| A4 | 50% | 50% | 104% |
| A5 | 69% | 37% | 101% |
| B1 | 50% | 43% | 88% |
| B2 | 50% | 43% | 88% |
| B3 | 50% | 43% | 88% |
| B4 | 50% | 43% | 88% |
| B5 | 69% | 37% | 101% |
| C1 | 44% | 44%. | 77% |
| C2 | 44% | 44% | 77% |
| C3 | 44% | 44% | 77% |
| C4 | 44% | 44% | 77% |
| C5 | 63% | 42% | 105% |
| D1 | 44% | 43% | 75% |
| D2 | 44% | 43% | 75% |
| D3 | 44% | 43% | 75% |
| D4 | 44% | 43% | 75% |
| D5 | 63% | 42% | 105% |
| E1 | 40% | 38% | 86% |
| E3 | 51% | 41% | 120% |
Weight Before Warp Contraction (Lbs Yarn per Linear Yard of Fabric)
| Weight before Warp | Weight before Warp | ||
| Example | Contraction- Warp | Contraction- Filling | |
| Example A1 | 0.232 | 0.232 | |
| Example A2 | 0.232 | 0.232 | |
| Example A3 | 0.232 | 0.232 | |
| Example A4 | 0.232 | 0.232 | |
| Example A5 | 0.302 | 0.165 | |
| Example B1 | 0.232 | 0.240 | |
| Example B2 | 0.232 | 0.240 | |
| Example B3 | 0.232 | 0.240 | |
| Example B4 | 0.232 | 0.240 | |
| Example B5 | 0.302 | 0.165 | |
| Example C1 | 0.234 | 0.234 | |
| Example C2 | 0.234 | 0.234 | |
| Example C3 | 0.234 | 0.234 | |
| Example C4 | 0.234 | 0.234 | |
| Example C5 | 0.322 | 0.217 | |
| Example D1 | 0.234 | 0.240 | |
| Example D2 | 0.234 | 0.240 | |
| Example D3 | 0.234 | 0.240 | |
| Example D4 | 0.234 | 0.240 | |
| Example D5 | 0.322 | 0.217 | |
| Example E1 | 0.298 | 0.301 | |
| Example E2 | 0.345 | 0.296 | |
As can be seen from the Examples, the fabrics of the invention have superior stretch and recovery to comparable weight fabrics made from the same types of yarns. In addition, because the stretch and recovery has been heat set into the fabric, it is durable through subsequent use and laundering operations. In addition, it was found that the fabrics have good low shrinkage characteristics.
The fabrics of the invention can be used in any end use where stretch and recovery characteristics would be desired, including but not limited to apparel, home furnishings, napery, industrial products, upholstery, shower curtains, draperies, shades, aprons, linings, bedding, casket linings, flags, labels, bandages, ribbons, etc.
In the specification there has been set forth a preferred embodiment of the invention, and although specific terms are employed, they are used in a generic and descriptive sense only and not for purpose of limitation, the scope of the invention being defined in the claims.
Claims
1. A method of making a woven stretch fabric comprising the steps of:
weaving a fabric from substantially all non-stretch yarns such that the warp and filling yarn densities are within ±10% of each other before warp contraction, and wherein said fabric has at least about 50% of a synthetic fiber component, and
exposing the fabric to at least about 250 min-lb/linear ft of dynamic tension in the warp direction and setting the fabric at a width less than its reed width, to thereby provide a fabric having at least about 15% stretch and at least about 80% recovery in the filling direction when tested according to Test Methods TTM 074 and TTM 077.
2. The method according to claim 1, wherein the fabric is woven in a construction selected from the group consisting of plain weave, twill weave, satin weave.
3. A fabric made by the method of claim 1.
4. A woven stretch fabric comprising:
a plurality of interwoven warp and filling yarns, wherein said warp and filling yarns consist essentially of non-stretch yarns, wherein said fabric comprises at least about 50% of a synthetic fiber component, and said fabric has about 15% or greater of stretch when tested according to TTM 074 Test Method and at least about 80% recovery when tested according to TTM 077.
5. The fabric according to claim 2, wherein said synthetic fiber component is selected from the group consisting of polyester, nylon, and aramids.
6. The fabric according to claim 2, wherein said fabric has a warp density of about 50% or less.
7. A woven fabric consisting essentially of non-stretch yarns, said fabric having warp and filling directions, wherein said fabric has a stretch in filling direction of at least about 15% when tested according to TTM-074, and at least about 80% recovery when tested according to TTM-077.
8. The fabric according to claim 3, wherein said fabric comprises about 50% or greater of a synthetic fiber component.
9. A method of making a stretch woven fabric from non-stretch yarns comprising the steps of:
weaving a fabric having about 50% or less warp yarn density and at least about 50% of a synthetic fiber component,
exposing the fabric to a cumulative dynamic tension of at least about 250 min-lb/linear foot, and
heat setting the fabric at a width of less than its reed width of the fabric.
10. The method according to claim 4, further comprising the step of exposing the fabric to dynamic tension comprises exposing the fabric to a cumulative dynamic tension of about 250 min-lb/linear foot to about 700 min-lb/linear foot.
11. The method according to claim 4, wherein said step of heat setting comprises heat setting the fabric at a width of about 70 to about 80% of its reed width.
12. The method according to claim 4, wherein said step of exposing the fabric to a cumulative dynamic tension comprises exposing the fabric to a face finishing process.
13. The method according to claim 4, wherein said step of exposing the fabric to a cumulative dynamic tension comprises exposing the fabric to a high energy fluid treatment process.
Images & Drawings included:




Sources:
- United States Patent and Trademark Office - verify current appl. status at the USPTO↗
Recent applications in this class:
- » 20230220599 2023-07-13
FABRIC, MULTI-LAYER FABRIC, TRANSITION ELEMENT, AND VEHICLE, BOARDING BRIDGE, BOARDING STAIRS OR BUILDING CONNECTION - » 20200032441 2020-01-30
Puckering stretchable fabric - » 20200002865 2020-01-02
Cloth spreading apparatus - » 20160244903 2016-08-25
Bulkiness recovery apparatus and bulkiness recovery method for nonwoven fabric - » 20150299925 2015-10-22
COMPOSITIONS AND METHODS FOR TREATING KERATINOUS MATERIAL - » 20150123336 2015-05-07
TENTER APPARATUS - » 20100109193 2010-05-06
Process for preparing an elastic nonwoven web - » 20100015273 2010-01-21
Stretching apparatus for web of thermoplastic synthetic resin - » 20090133180 2009-05-28
Sheet Processing Apparatus and Process of Producing Sheet - » 20070141926 2007-06-21
Hydroentangled elastic nonwoven sheet