Non-sulfided Ni-based hydrocracking catalysts
US20070131586A1
2007-06-14
11/299,836
2005-12-12
Abstract:
The invention provides a method for reducing methane formation when hydrocracking hydrocarbons, and a process for the hydrocracking of hydrocarbons, said method and process utilising a non-sulfided hydrocracking catalyst, which catalyst has Ni and Sn, wherein the Ni content is at least 1 mass % and the silica content is at least 20 mass %, present in the form of silica-alumina.
Inventors:
- Robert de Haan 1 🇿🇦 Parys, South Africa
- Genevieve Joorst 1 🇿🇦 Vaalpark, South Africa
- Christakis Panayiotou Nicolaides 1 🇿🇦 Wapadrand, South Africa
Interested in similar patents?
Get notified when new applications in this technology area are published.
Classification:
C10G47/02 » CPC main
Cracking of hydrocarbon oils, in the presence of hydrogen or hydrogen- generating compounds, to obtain lower boiling fractions characterised by the catalyst used
B01J23/835 » CPC further
Catalysts comprising metals or metal oxides or hydroxides, not provided for in group of the iron group metals or copper combined with metals, oxides or hydroxides provided for in groups - with germanium, tin or lead
C10G47/12 » CPC further
Cracking of hydrocarbon oils, in the presence of hydrogen or hydrogen- generating compounds, to obtain lower boiling fractions characterised by the catalyst used with catalysts deposited on a carrier Inorganic carriers
B01J21/12 » CPC further
Catalysts comprising the elements, oxides, or hydroxides of magnesium, boron, aluminium, carbon, silicon, titanium, zirconium, or hafnium Silica and alumina
C10G2300/301 » CPC further
Aspects relating to hydrocarbon processing covered by groups -; Characteristics of the feedstock or the products; Physical properties of feedstocks or products Boiling range
C10G2300/4018 » CPC further
Aspects relating to hydrocarbon processing covered by groups -; Characteristics of the process deviating from typical ways of processing Spatial velocity, e.g. LHSV, WHSV
C10G47/04 IPC
Cracking of hydrocarbon oils, in the presence of hydrogen or hydrogen- generating compounds, to obtain lower boiling fractions characterised by the catalyst used Oxides
C10G47/20 IPC
Cracking of hydrocarbon oils, in the presence of hydrogen or hydrogen- generating compounds, to obtain lower boiling fractions characterised by the catalyst used with catalysts deposited on a carrier; Inorganic carriers; Crystalline alumino-silicate carriers the catalyst containing other metals or compounds thereof
Description
FIELDThe invention relates to hydrocracking catalysts.
BACKGROUNDThe Low-Temperature Fischer-Tropsch (LTFT) process includes within its primary products a significant volume of heavy hydrocarbons, collectively referred to as waxes. Conventionally, these waxes, which are essentially free of sulfur, are hydroconverted via hydrocracking reactions to distillates.
As indicated by J Scherzer and A J Gruia in “Hydrocracking Science and Technology” (Marcel Dekker, 1996), commonly used commercial hydrocracking catalysts are those based on NiW, NiMo and CoMo on amorphous silica-alumina systems. All these catalysts demand the continuous addition of a sulfur-containing species in order to maintain their performance.
The use of amorphous silica-alumina as support may produce higher selectivities to distillates, this being a consequence of its lower acid strength, in contrast to that found in the strongly acidic zeolitic supports (Calemma et al., Studies in Surface Science and Catalysis, 136 (2001) 302).
Through the use of such hydrocracking processes, the advantage of starting with a sulfur-free feed and finishing with a sulfur-free product will be lost, and at the same time, H2S will be present in the tail gas. Most importantly, however, it will be highly advantageous in terms of the process economics to develop a non-sulfided non-noble metal catalyst.
Ciapetta and Hunter, in Industrial Engineering and Chemistry, 45 (1953) 147, reported on the use of a non-sulfided Ni/SiO2—Al2O3 catalyst for the hydrocracking of n-hexane and n-octane. It is, however, well known in the technical literature (see for example Lugstein et al. in Applied Catalysis A: General, 152 (1997) 93), that supported Ni catalysts exhibit high hydrogenolysis activities, resulting in the production of methane, an undesirable low-value product in most cases. This observation applies to Ni supported on all the commonly used supports such as silica, alumina, silica-alumina, zeolites, and even basic supports, e.g. magnesium oxide. Moreover, formation of methane has to be minimized since it influences the hydrogen partial pressure in a hydrocracker operating in a gas recycle mode.
Due to commercial reasons, in the conversion of valuable carbon-containing species, it is also desirable to minimize the consumption of hydrogen in the production of the less valuable product, viz. methane.
From the above, it can be gathered that a need exists for a non-sulfided non-noble metal F-T wax hydrocracking catalyst of low hydrogenolysis activity.
SUMMARYSurprisingly, the inventors have found a workable formulation for an active and selective non-sulfided Ni-based catalyst of low hydrogenolysis activity and long lifetime (avoidance of loss of the dehydrogenation/hydrogenation activity due to metal sintering etc), whereas the technical literature pertains predominantly to non-sulfided noble metal or sulfided NiW, CoMo or NiMo on zeolitic or non-zeolitic acidic supports.
According to one aspect of the invention, there is provided a hydrocracking catalyst, which catalyst is non-sulphided and has a Ni content of at least 1 mass % and a silica content of at least 20 mass %.
The catalyst may have a Ni content of at least 3 mass %.
The catalyst may have a Ni content of at least 4.5 mass %.
The catalyst may have a Ni content of up to 50 mass %.
In some embodiments, the Ni content is between 5 mass % and 12 mass %, typically in the range 6 mass % to 10 mass %.
The catalyst may have at least 40 mass % silica.
The catalyst may include in excess of 60 mass % silica, and even in the region of 80 mass % silica, or even up to 99 mass % silica.
The silica may be present in the form of silica-alumina.
The catalyst may include Sn.
The catalyst may include more Ni than Sn.
Typically, the catalyst may include Ni and Sn wherein the Ni:Sn molar ratio exceeds 1:1.
The Ni:Sn molar ratio may exceed 2:1, 3:1, or even higher.
In one embodiment the Ni:Sn molar ratio is 6:1.
According to another aspect of the invention, there is provided a method for reducing methane formation when hydrocracking hydrocarbons in the presence of a non-sulphided Ni containing catalyst.
The catalyst may contain Sn.
The silica may be present in the form of silica-alumina.
The method may reduce the selectivity to methane to below 0.13 mass %, typically to 0.011 mass % or less, and even to 0.008 mass % or less.
The method may include including Sn in a quantity such that the molar ratio of Ni:Sn is in excess of 1:1.
The method may include including Sn in a quantity such that the molar ratio of Ni:Sn is in excess of 5:1.
The method may include using a catalyst which has in excess of 3 mass % Ni, typically in excess of 4.5 mass % Ni, preferably in excess of 5 mass % Ni.
The method may include using silica-alumina as the support for the catalyst.
According to a further aspect of the invention, there is provided a process for the hydrocracking of hydrocarbons, said process including exposing said hydrocarbons, for example paraffinic hydrocarbons boiling in the 370° C.+ range, also referred to as waxes, or primary F-T derived waxes, to a catalyst as described above in a reactor operating at hydrocracking temperatures and pressures.
The process may also be used for the hydroconversion of lower boiling hydrocarbons, such as naphtha or middle distillates derived from an F-T process.
The process may be performed in the temperature range of 200-450° C., at a pressure of 5-250 bar, and a Weight Hourly Space Velocity (WHSV) range of 0.1-10 h-1.
The nickel-tin (NiSn) catalyst may also be used in a process for the hydrocracking of crude oil fractions, bio-mass, and in general, any source of available hydrocarbonaceous material.
The formation of methane may be reduced by using the non-sulfided Ni-based hydrocracking catalyst to less than 1 mass %, typically less than 0.1 mass %.
With the use of Sn in the catalyst, the methane formation may be reduced to less than 0.03 mass %, preferably to less than 0.01 mass %.
The silica may be present in the form of silica-alumina.
The methane formation, or methane yield, is calculated as the selectivity multiplied by the fractional conversion.
BRIEF DESCRIPTION OF THE DRAWINGSThe present invention will be understood and appreciated more fully from the following detailed description, taken in conjunction with the drawings in which:
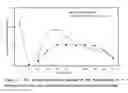
FIG. 1 shows the effect of Ni loading on carbon number distribution;
FIG. 2 shows the product distributions obtained in the hydrocracking of n-tetradecane over the 7% Ni and the 7% Ni, 4.7% Sn/silicated alumina catalysts;
FIG. 3 shows the product distributions obtained at ˜28% conversion over the 5% Ni, 1.7% Sn/silicated alumina catalysts at different times on-stream;
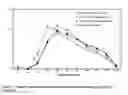
FIG. 4 shows product distributions obtained over the NiSn/silica-alumina catalysts at ˜41% conversion as a function of TOS; and
FIG. 5 shows the product distributions obtained at different metal loadings and at ˜42% conversion.
A series of Ni-based catalysts was synthesized using a commercial silicated alumina having a silica content of 40 mass %.
The 3 and 4.5% Ni/silicated alumina samples were prepared by wet impregnation using aqueous solutions of nickel nitrate of the appropriate concentration to give the desired metal loading. These samples were tested as catalysts for the hydrocracking of n-hexadecane, which was used as the model compound. The product distributions obtained over these catalysts, which were non-sulfided, appeared symmetrical, and were close to ideal hydrocracking, as defined by J Weitkamp and S Ernst in “Guidelines for Mastering the Properties of Molecular Sieves”, Plenum Press, 1990, p. 343. In the hydrocracking of heavier hydrocarbons, such as F-T waxes, ideal hydrocracking implies that the desired distillates selectivity will be at its theoretical maximum. The results obtained, therefore, are positive indicators that non-sulfided Ni is a suitable metal in serving as the dehydrogenation/hydrogenation function in hydrocracking catalysts. However, it was also observed that the amount of methane produced was significant.
A number of patents dealing with supported sulfided nickel-tin hydrocracking catalysts were granted to the Chevron Research Company in the period of 1968-1970 (U.S. Pat. No. 3,399,132 (1968), U.S. Pat. No. 3,542,696 (1970), and U.S. Pat. No. 3,598,724 (1971)). The objective of tin addition to the nickel catalysts was, as indicated in these patents, to increase the activity of the catalysts. However, the influence of tin on hydrogenolysis was never noted since sulfiding completely eliminates hydrogenolysis.
The inventors prepared a series of Sn-containing Ni-based catalysts for use in hydrocracking. A NiSn/silicated alumina sample was prepared via the co-impregnation of a Sn compound using the molar ratio of Ni:Sn=3:1. This supported NiSn catalyst was then tested for the hydrocracking of n-tetradecane.
The catalyst without Sn (i.e. the 7% Ni/silicated alumina) produced both a highly symmetrical hydrocracking product distribution as well as a significant quantity of methane, about 20 mole %. It was surprisingly found, however, that the addition of the Sn to the silicated alumina-supported Ni-based hydrocracking catalyst resulted in the almost total elimination of the hydrogenolysis activity of the catalyst (these results are shown in FIG. 2 in Example 2). Such an observation has not been made previously in the patent or open literature on non-sulfided Ni-based hydrocracking catalysts.
From the above experiments it appears, therefore, that we have been able to overcome the problem of hydrogenolysis by the addition of tin to the nickel-based hydrocracking catalysts. A problem found with the Ni or NiSn/silicated alumina catalysts, however, was the stability of the catalyst with time-on-stream (TOS), namely, the loss of metal function and the shift to lighter products. While initially in the run almost ideal hydrocracking was obtained, after several days on-stream, a shift to lighter products was observed. These observations are demonstrated in Example 3.
From comparative Temperature-Programmed Reduction studies of nickel oxide supported on reference supports such as silica, alumina and silica-alumina, it was concluded that in the silicated alumina-supported nickel catalyst precursors, the nickel oxide is preferentially associated with the alumina phase. Since the loss of metal function could be a consequence of this association, we focused our attention on commercial silica-alumina samples which had to have a low content of alumina (typically used as binder), a high silica content but also a high tetrahedral aluminium content in the silica-alumina phase in order to possess high Brønsted acidity. As these catalyst properties are not obtainable from the manufacturers, a catalytic test reaction (dehydration of 1-hexanol) was used to ascertain the acidic activity of the silica-alumina extrudates. To achieve this, the reaction temperature was kept low (200° C.) in order to minimize the contribution of the alumina phase present in the silica-alumina extrudates to the dehydration activity, and thereby observe predominantly the catalytic activity of the silica-alumina (and of its tetrahedral aluminium content). To better understand the above, reference should be made to Table 1 in Example 4 which gives the dehydration results obtained with the different commercial products.
Following the above studies, another series of Sn-containing Ni-based catalysts for hydrocracking was also prepared using the commercial silica-alumina which contained 50 mass % silica (designated as SA2 in Table 1) and exhibited a high acid catalytic activity (e.g. dehydration of the alcohol to the hexenes). The Ni content was varied from 6 to 10 mass % and a 6:1 mole ratio of Ni:Sn was used. These catalysts were tested in bench-scale reactors for periods of up to 600 hours, using again n-tetradecane as the model compound. From the results obtained it could readily be ascertained that the addition of Sn almost completely eliminates the degree of hydrogenolysis (0.008 mass % selectivity to methane). The beneficial effect of Sn addition for the suppression of methane formation in hydrocracking reactions is clearly evident from these examples as well (see results in Tables 3 and 4 in Example 5).
However, due to the inclusion of Sn, the molar distribution of the cracked products had shifted to lighter products and more Ni would have to be added to obtain a better balance between the acid and metal functions and hence attain ideal hydrocracking. Also, optimization of a hydrocracking catalyst in terms of the % Ni and the Ni:Sn ratio has to be determined for each catalyst system.
Furthermore, whereas with the catalyst prepared using the silicated alumina as the carrier, a shift was already clearly noticeable after 300 hours on-stream, the NiSn/silica-alumina catalysts were stable under the same operating conditions and produced similar conversions and product distributions with TOS.
It was also found with these catalysts that with increasing metal loading there was also a slight shift to higher carbon numbers in the product distribution.
These results clearly show that higher metal loadings are required for this particular silica-alumina in order to obtain the appropriate balance between the metal and acid functions.
It was also again surprisingly found that the methane formation over the Ni/silica-alumina was considerably less than that obtained over the Ni/silicated alumina. It can be concluded, therefore, that the higher the silica content of the support/acidic component, the lower the selectivity to methane. These comparative and unexpected results are listed in Table 5 of Example 5.
EXAMPLE 1The 3 and 4.5% Ni/silicated alumina were prepared using aqueous solutions of nickel nitrate hexahydrate (99% pure, Aldrich) of the appropriate concentration in order to achieve the indicated % metal loading (taking into account that the Loss on Ignition=13.8 mass %). The solvent was removed using a rotary evaporator at 50 mbar and 55° C. This was followed by drying at 120° C. overnight and calcination at 300° C. for 2 hours. After loading a sample in the reactor, in-situ reduction was carried out at 400° C. for 16 hours using hydrogen at atmospheric pressure. The samples were then tested as catalysts for the hydrocracking of n-hexadecane (n-C16), which was used as the model compound. The reaction conditions for the 3% Ni/silicated alumina were 350° C., 55 bar, WHSV=2.3 h−1 and an H2/n-C16 mol ratio of ˜10, and for the 4.5% Ni/silicated alumina were 345° C., 55 bar, WHSV=2.5 h−1 and an H2/n-C16 mol ratio ˜9. The product distributions obtained at ˜41% conversion over these catalysts, which were non-sulfided, appear symmetrical, and are therefore close to ideal hydrocracking.
EXAMPLE 2A NiSn/silicated alumina sample was prepared via the co-impregnation of a tin compound using the molar ratio of Ni:Sn=3:1. This sample was prepared by dissolving 13.5 g of Ni(NO3)2.6H2O and 3.5 g of SnCl2.2H2O (Aldrich) in 150 ml of 95% ethanol. To this solution, 40 g of the silicated alumina support was added and the mixture was allowed to stand for 1 h at room temperature. The solvent removal and drying steps were carried out as described in Example 1 followed by calcination at 600° C. for 3 h. After reduction at 450° C. for 16 h, this supported NiSn catalyst was then tested for the hydrocracking of n-tetradecane (n-C14) at 31 mass % conversion under the reaction conditions of 340° C., 50 bar, WHSV=1.5 h−1 and an H2/n-C14 mol ratio of ˜10. The product distributions obtained over the Ni and NiSn/silicated alumina are shown in FIG. 2 which demonstrate clearly the beneficial effect of tin addition to the nickel-based hydrocracking catalyst for the suppression of hydrogenolysis.
EXAMPLE3A silicated alumina-supported NiSn catalyst was also prepared containing 5% Ni and 1.7% Sn by mass using the same procedure described in Example 2. The catalyst precursor was calcined at 350° C. for 2 h, reduced at 350° C. for 4 h, and the catalytic reactions were carried out at 343° C., 50 bar, WHSV=1.8 h−1 and using an H2/n-C14 mol ratio of ˜10. The product distributions obtained at 16 and 514 hours on-stream are shown in FIG. 3. The shift to lighter products with TOS due to the loss of metal function is clearly evident.
EXAMPLE 4
| TABLE 1 |
| The use of 1-hexanol dehydration for the evaluation of the Brønsted |
| acidity of commercial silica-aluminas |
| Reaction conditions: 200° C., WHSV = 3.0 h−1 and TOS = 1.0 h |
| Silica- | SiO2 | products (mass %) |
| alumina | content | Conversion | Dihexyl | Other | |
| sample | (mass %) | (mass %) | Hexenes | ether | products |
| SA11 | 98 | 24.0 | 15.7 | 5.6 | 2.7 |
| SA22 | 50 | 21.2 | 11.2 | 9.3 | 0.7 |
| SA32 | 80 | 2.6 | 0.3 | 1.6 | 0.7 |
| SA42 | 50 | 2.7 | 0.6 | 2.1 | — |
| SA52 | 22 | 8.0 | 2.0 | 4.9 | 1.1 |
| γ-alumina | — | 8.4 | 0.8 | 3.6 | 3.9 |
1Neat silica-alumina prepared using a literature method (J Heveling, CP Nicolaides and MS Scurrell, Applied Catalysis A: General, 173 (1998) 1). |
|||||
2Commercial silica-alumina samples. |
A second series of NiSn catalysts was prepared using the high-acidity SA2 silica-alumina as support, which had a silica content of 50 mass %. The Ni content was varied from 6 to 10 mass % and a 6:1 mol ratio of Ni:Sn was used. All samples were calcined at 350° C., and 10 ml of catalyst precursor diluted with 10 ml of carborundum were loaded in the reactor. Reduction was performed for 16 h at 350° C. under atmospheric pressure using a hydrogen flow of 20 lN/h. Table 2 shows the basic characteristics of the catalysts.
| TABLE 2 |
| Characteristics of the NiSn/silica-alumina catalysts |
| Catalyst | Ni (mass %) | Sn (mass %) |
| A | 6.0 | 2.0 |
| B | 8.0 | 2.7 |
| C | 10.0 | 3.4 |
| D | 10.0 | no tin |
The catalysts described in Example 5(a) were used for the hydrocracking of n-tetradecane under the reaction conditions listed in Table 3. The % conversions and % methane selectivies obtained are also given in the same Table.
The methane selectivity had decreased from about 0.13 mass % with the 7% Ni/silica-alumina sample to 0.008 mass % with the Sn-containing catalyst (see Tables 3 and 4). The beneficial effect of Sn addition for the suppression of methane formation in hydrocracking reactions is clearly evident from these examples as well.
| TABLE 3 |
| Hydrocracking of n-tetradecane over the catalysts |
| of different % Ni and Sn loadings1 |
| Catalyst | A | B | C | D | |
| pressure | bar | 50 | 50 | 50 | 50 |
| WHSV | h−1 | 1.7 | 1.6 | 1.7 | 1.9 |
| temperature | ° C. | 325 | 328 | 329 | 315 |
| conversion | mass % | 69.0 | 72.8 | 72.5 | 71.8 |
| CH4 selectivity | mass % | 0.008 | 0.008 | 0.008 | 0.13 |
1Reactions carried out in bench-scale reactors using 10 ml of catalyst diluted with 10 ml of carborundum. |
The % conversion and % selectivity to methane as a function of TOS for the 10% Ni, 3.4% Sn/silica-alumina catalyst are listed in Table 4. The reaction conditions were 323° C., 50 bar, and an H2/n-C14 mol ratio of ˜10. The results show the stable performance of the catalyst with TOS as well the extremely low levels of methane formation.
| TABLE 4 |
| % Conversion and % methane selectivity as a function of time-on-stream |
| for the 10% Ni, 3.4% Sn/silica-alumina catalyst |
| Time-on-stream | Conversion | Methane selectivity |
| (hours) | (mass %) | (mass %) |
| 40 | 45.9 | 0.009 |
| 136 | 44.0 | 0.007 |
| 184 | 34.2 | 0.010 |
| 232 | 38.3 | 0.011 |
| 352 | 37.8 | 0.009 |
| 400 | 38.9 | 0.008 |
| 496 | 34.5 | 0.009 |
The product distributions obtained at different times on-stream over the catalyst described in Example 5(c) are shown in FIG. 4. The reaction conditions are as given in Table 3. The results show that similar product distributions are obtained 5with this catalyst at different times on-stream and that there is clearly no shift to lighter products.
EXAMPLE 5(e)FIG. 5 shows the product distributions obtained over the catalysts with different metal loadings, as described in Table 3. It can be seen that there is an increasing shift to higher carbon numbers (C6-C11) with increasing metal loading.
EXAMPLE 6In this example, a comparison is made between the % selectivities to methane observed in the experiments conducted using the catalysts containing nickel only and the two different supports. The results clearly show that even though a higher nickel loading was used in the Ni/silica-alumina catalyst, a much lower selectivity to methane was attained. The beneficial effect of a high silica content and a low alumina content in hydrocracking catalysts for minimizing the extent of methane formation (hydrogenolysis) is thus demonstrated.
| TABLE 5 |
| Effect of alumina content on methane selectivity |
| Catalyst | mass % alumina | mass % methane | |
| 7% Ni/silicated alumina | 60 | 4.3 | |
| 10% Ni/silica-alumina | 20 | 0.1 | |
Claims
What is claimed is:1. A method for reducing methane formation when hydrocracking hydrocarbons in the presence of a non-sulfided Ni containing catalyst, which catalyst has a Ni content of at least 1 mass % and a silica content of at least 20 mass %, present in the form of silica-alumina.
2. A method as claimed in claim 1, wherein the methane formation is reduced to below 1 mass %.
3. A method as claimed in claim 2, wherein the methane formation is reduced to below 0.1 mass %.
4. A method as claimed, in claim 1, which has a Ni content of at least 3 mass %.
5. A method as claimed in claim 1, which has a Ni content of at least 4.5 mass %.
6. A method as claimed in claim 1, which has at least 40 mass % silica.
7. A method as claimed in claim 1, wherein the catalyst contains Sn.
8. A method as claimed in claim 7, wherein the methane formation is reduced to below 0.01 mass %.
9. A method as claimed in claim 1, wherein the Ni:Sn molar ratio exceeds 1:1.
10. A method as claimed in claim 1, which method includes using silica-alumina as the support for the catalyst.
11. A process for the hydrocracking of hydrocarbons, said process including exposing said hydrocarbons to a non-sulfided Ni containing catalyst, which catalyst has a Ni content of at least 1 mass % and a silica content of at least 20 mass % and the silica is present in the form of silica-alumina, in a reactor operating at hydrocracking temperatures and pressures.
12. A process as claimed in claim 11, wherein the hydrocarbons are paraffinic hydrocarbons boiling in the 370° C.+ range.
13. A process as claimed in claim 11, wherein the hydrocarbons are lower boiling paraffinic hydrocarbons.
14. A process as claimed in claim 11, which process is operated in the temperature range of 200-450° C., at a pressure of 5-250 bar, and a WHSV=0.1-10 h−1.
15. A process as claimed in claim 11, which has a Ni content of at least 3 mass %.
16. A process as claimed in claim 11, which has a Ni content of at least 4.5 mass %.
17. A process as claimed in claim 11, which has at least 40 mass % silica.
18. A process as claimed in claim 11, wherein the silica is present in the form of silica-alumina.
19. A process as claimed in claim 11, wherein the catalyst contains Sn.
20. A process as claimed in claim 11, wherein the Ni:Sn molar ratio exceeds 1:1.
21. A process as claimed in claim 11, which method includes using silica-alumina as the support for the catalyst.
22. A catalyst for use in a method for reducing methane formation when hydrocracking hydrocarbons, said catalyst being non-sulfided and containing Ni and silica, wherein the Ni content is at least 1 mass % and the silica content is at least 20 mass % and the silica is present in the form of silica-alumina.
23. A catalyst as claimed in claim 22, which has a Ni content of at least 3 mass %.
24. A catalyst as claimed in claim 22, which has a Ni content of at least 4.5 mass %.
25. A catalyst as claimed in claim 22, which has at least 40 mass % silica.
26. A catalyst as claimed in claim 22, which catalyst contains Sn.
27. A catalyst as claimed in claim 22, wherein the Ni:Sn molar ratio exceeds 1:1.
28. A catalyst as claimed in claim 22, which method includes using silica-alumina as the support for the catalyst.
Images & Drawings included:



Sources:
- United States Patent and Trademark Office - verify current appl. status at the USPTO↗
Recent applications in this class:
- » 20230383197 2023-11-30
SLURRY-PHASE CATALYST COMPOSITIONS IN AROMATIC SOLVENTS AND METHODS OF MAKING - » 20230323218 2023-10-12
CATALYST FOR RESIDUE SUSPENDED BED HYDROCRACKING AND PREPARATION METHOD AND APPLICATION THEREOF - » 20220033718 2022-02-03
AROMATIC RECOVERY COMPLEX WITH A HYDRODEARYLATION STEP TO PROCESS CLAY TOWER EFFLUENTS - » 20210363433 2021-11-25
Catalyst and process of upgrading heavy oil in the presence of steam - » 20210284920 2021-09-16
Electromagnetic hydrocarbon depolymerization process - » 20210189261 2021-06-24
Catalyst and process of upgrading heavy oil in the presence of steam - » 20210155858 2021-05-27
Heavy aromatic solvents for catalyst reactivation - » 20210087478 2021-03-25
Method and apparatus for integrating pressurized hydrocracking of heavy oil and coke gasification - » 20200270534 2020-08-27
HYDROCRACKING PROCESSES USING A METAL-CALIXARENE BASED CATALYST - » 20200181509 2020-06-11
Upgrading polynucleararomatic hydrocarbon-rich feeds