Systems and Methods for Net Carbon Negative and More Profitable Chemical Production
US20210053871A1
2021-02-25
16/998,397
2020-08-20
Abstract:
The present invention pertains to processes of, for example, preparing zinc oxide and other substances. In one embodiment an exemplary process pertains to reacting ammonium chloride with zinc oxide to form a zinc chloride, gaseous ammonia, and gaseous water vapor. The zinc chloride may be reacted with sulfuric acid to form a zinc sulfate and hydrochloric acid. The zinc sulfate may be decomposed to produce zinc oxide among other substances.
Assignee:
- INNOVATOR ENERGY, LLC 17 🇺🇸 Princeton, NJ, United States
Interested in similar patents?
Get notified when new applications in this technology area are published.
Classification:
C04B7/367 » CPC main
Hydraulic cements; Manufacture of hydraulic cements in general; Avoiding environmental pollution during cement-manufacturing Avoiding or minimising carbon dioxide emissions
C04B7/4476 » CPC further
Hydraulic cements; Manufacture of hydraulic cements in general; Heat treatment, e.g. precalcining, burning, melting; Cooling; Burning; Melting Selection of the kiln atmosphere
C04B7/4407 » CPC further
Hydraulic cements; Manufacture of hydraulic cements in general; Heat treatment, e.g. precalcining, burning, melting; Cooling; Burning; Melting Treatment or selection of the fuel therefor, e.g. use of hazardous waste as secondary fuel ; Use of particular energy sources, e.g. waste hot gases from other processes
C04B7/424 » CPC further
Hydraulic cements; Manufacture of hydraulic cements in general; Preparing or treating the raw materials individually or as batches, e.g. mixing with fuel;; Active ingredients added before, or during, the burning process; Inorganic materials Oxides, Hydroxides
C04B7/36 IPC
Hydraulic cements Manufacture of hydraulic cements in general
C04B7/44 IPC
Hydraulic cements; Manufacture of hydraulic cements in general; Heat treatment, e.g. precalcining, burning, melting; Cooling Burning; Melting
C01B32/50 » CPC further
Carbon; Compounds thereof Carbon dioxide
C04B7/02 » CPC further
Hydraulic cements Portland cement
C04B7/42 IPC
Hydraulic cements; Manufacture of hydraulic cements in general; Preparing or treating the raw materials individually or as batches, e.g. mixing with fuel; Active ingredients added before, or during, the burning process
Description
CROSS-REFERENCE TO RELATED APPLICATIONS
This application claims priority to U.S. provisional application No. 62/895,557 filed Sep. 4, 2019 and U.S. provisional application No. 63/042,397 filed Jun. 22, 2020. The application also claims priority to U.S. application Ser. No. 16/944,850 filed Aug. 11, 2020. The application also claims priority to U.S. provisional application No. 62/890,254 filed Aug. 22, 2020. All applications are incorporated by reference in their entirety.
BACKGROUND AND SUMMARY
Ammonium chloride and ammonium sulfate are produced as low value byproducts of chemical processes. Ammonium chloride can be a waste product of sodium bicarbonate or sodium carbonate production processes, such as the Solvay Process. Ammonium chloride and/or ammonium sulfate are produced as chemical byproducts during the recovery or removal of ammonia using acid scrubbing, where ammonia or ammonia species may be scrubbed or removed from ammonia laden gas or liquid streams. Acid scrubbing may use acids which react strongly with ammonia, such as sulfuric acid, hydrochloric acid, or nitric acid, to remove ammonia from gas or liquid streams, which may include, but are not limited to, one or more or a combination of the following: wastewater, coke oven gases, ammonia-laden freshwater or marine water, urine, feces, biomass, anerobic digestion water, landfill leachate, fertilizer production, or purge gases.
Ammonium sulfate can also be produced as a byproduct from the following CO2 conversion or sequestration reaction:
(NH4)2CO3(aq)+CaSO4(s)(NH4)2SO4(aq)+CaCO3(s)
The above reaction may be an advantageous method for sequestering carbon dioxide, especially if the ammonia source is renewable or the ammonia can be economically recovered from the ammonium sulfate. In prior art, ammonium sulfate and/or ammonium chloride is sold as a low-cost fertilizer or is discarded. It would be desirable if these and other waste or byproducts could be used efficiently in other processes. It would be desirable if ammonia could be recovered from these and other waste or byproducts in an efficient or effective manner. Advantageously, the processes of the instant application use such byproducts cost-effectively and in an ecofriendly manner.
In one embodiment, a process comprises reacting ammonium chloride with zinc oxide to form a zinc chloride, ammonia, and water. The zinc chloride is reacted with sulfuric acid to form a zinc sulfate and hydrochloric acid. The zinc sulfate is thermally decomposed to produce zinc oxide.
In another embodiment a process comprises reacting sodium chloride with ammonia, carbon dioxide, and water to form sodium bicarbonate and ammonium chloride. The ammonium chloride is reacted with zinc oxide to form zinc chloride, ammonia, and water. The zinc chloride is then reacted with sulfuric acid to form zinc sulfate and hydrochloric acid. The zinc sulfate may then be decomposed to produce zinc oxide.
BRIEF DESCRIPTION OF THE FIGURES
FIG. 1: Process for producing sodium bicarbonate and ammonium chloride from sodium chloride, ammonia, carbon dioxide, and water.
FIG. 2: Process for producing ammonia and hydrochloric acid from ammonium chloride
FIG. 3: Process for producing ammonia and hydrochloric acid from ammonium chloride
FIG. 4: Process for producing ammonia and hydrochloric acid from ammonium chloride
FIG. 5: Process for producing calcium sulfate solid and ammonium chloride from ammonium sulfate and calcium chloride
FIG. 6: Process for producing sodium bicarbonate and ammonium chloride from sodium chloride, ammonia, carbon dioxide, and water.
DETAILED DESCRIPTION OF THE INVENTION
Example Figure Keys
| Label | Description |
| FIG. 1 Key |
| 1 | ‘1’ may comprise sodium chloride input. ‘1’ may comprise a solid, or an aqueous |
| solution or a combination thereof. | |
| 2 | ‘2’ may comprise mixer or dissolution facilitating device. ‘2’ may involve mixing |
| sodium chloride with an ammonium chloride rich solution. In some embodiments, at | |
| a temperature less than or equal to a certain temperature range, which may be above | |
| 10° C., ammonium chloride may be less soluble than sodium chloride in water and a | |
| portion ammonium chloride may precipitate upon the dissolution of a sufficient | |
| concentration of sodium carbonate. ‘2’ may be cooled or employ a cooling jacket or a | |
| combination thereof. Precipitation of ammonium chloride may occur before, during, | |
| or after or a combination thereof ‘2’. It may be desirable for one or more mixer or | |
| dissolution facilitating devices to be initially heated or warm and then cooled to | |
| facilitate ammonium chloride precipitation. ‘2’ may involve cooling, heating, or both. | |
| 3 | ‘3’ may comprise sodium chloride and ammonium chloride. ‘3’ may comprise a solid |
| liquid mixture, which may comprise a liquid phase comprising sodium chloride rich | |
| aqueous solution and a solid phase comprising ammonium chloride. ‘3’ may be | |
| transferred to a solid-liquid separation device. | |
| 4 | ‘4’ may comprise a solid-liquid phase separation device and/or precipitation |
| facilitating device. For example, ‘4’ may comprise a centrifuge, or filter, or rotary | |
| filter, or a combination thereof. | |
| 5 | ‘5’ may comprise ammonium chloride. ‘5’ may comprise ammonium chloride at a |
| solid phase. ‘5’ may be transferred to one or more embodiments herein employing | |
| ammonium chloride, which may include, but are not limited to, processes for | |
| converting ammonium chloride into ammonia and/or hydrochloric acid. ‘5’ may be | |
| employed for other applications of ammonium chloride, such as applications of | |
| ammonium chloride known in the art. ‘5’ may comprise some residual aqueous | |
| solution and/or sodium chloride and/or sodium bicarbonate and/or other potential | |
| contaminants, which may be at least in part removed with additional treatment or | |
| separations, if desired. | |
| 6 | ‘6’ may comprise an aqueous solution rich in sodium chloride and lean in ammonium |
| chloride. | |
| 7 | ‘7’ may comprise an absorption or dissolution unit. ‘7’ may comprise an ammonia and/ |
| or water absorption or dissolution unit. ‘7’ may involve absorbing or dissolving | |
| ammonia and/or water into a solution comprising sodium chloride and/or ammonium | |
| chloride. | |
| 8 | ‘8’ may comprise ammonia and/or water. ‘8’ may be transferred into an absorption |
| or dissolution unit. ‘8’ may be sourced from one or more or a combination of | |
| embodiments herein for generating ammonia. Alternatively, or additionally, ammonia | |
| may be sourced from one or more or a combination of other sources, such as ammonia | |
| sources known in the art. | |
| 9 | ‘9’ may comprise an aqueous solution rich in ammonia, rich in sodium chloride, and |
| lean in ammonium chloride. ‘9’ may be transferred from an ammonia absorption or | |
| dissolution step to a sodium bicarbonate formation step. | |
| 10 | ‘10’ may comprise an absorption unit or dissolution unit or reactor or precipitation unit |
| or a combination thereof. ‘10’ may involve absorbing or dissolving carbon dioxide | |
| into a solution comprising an aqueous solution rich in ammonia, rich in sodium | |
| chloride, and lean in ammonium chloride. Said absorption or dissolution of carbon | |
| dioxide may result in the formation of sodium bicarbonate precipitate, or sodium | |
| bicarbonate, or ammonium chloride, or ammonium bicarbonate, or ammonium | |
| carbonate, or a combination thereof. Said formation of sodium bicarbonate precipitate | |
| may occur before, during, or after, or a combination thereof ‘10’. | |
| 11 | ‘11’ may comprise carbon dioxide. ‘11’ may comprise high purity carbon dioxide. |
| ‘11’ may comprise carbon dioxide in a gas mixture comprising other gases in addition | |
| to carbon dioxide. ‘11’ may comprise carbon dioxide from one or more or a | |
| combination of sources. | |
| 12 | ‘12’ may comprise a solid-liquid mixture comprising sodium bicarbonate and aqueous |
| ammonium chloride. At least a portion of said sodium bicarbonate may comprise a | |
| solid phase. Said aqueous ammonium chloride may comprise a liquid aqueous phase | |
| and may be rich in ammonium chloride. | |
| 13 | ‘13’ may comprise a solid-liquid separation device and/or precipitation facilitating |
| device. For example, ‘13’ may comprise a centrifuge, or filter, or rotary filter, or a | |
| combination thereof. | |
| 14 | ‘14’ may comprise a sodium bicarbonate at a solid phase. ‘14’ may comprise residual |
| aqueous solution and/or ammonium chloride and/or sodium chloride, which may be | |
| removed with further treatment or separation, if desired. ‘14’ may comprise a valuable | |
| product from the present embodiment. | |
| 15 | ‘15’ may comprise an ammonium chloride rich aqueous solution. |
| FIGS. 2, 3, 4 Key |
| 1 | Input ammonium chloride. In ‘1’, ammonium chloride may comprise ammonium |
| chloride solid, or a gaseous mixture of ammonia and hydrochloric acid, or a | |
| combination thereof. Ammonium chloride in ‘1’ may comprise ammonium chloride | |
| recirculated from an interconnected process, which may involve a process which uses | |
| ammonia produced by the present embodiment and produces ammonium chloride, | |
| which may comprise ‘1’ in the present embodiment. For example, ammonium chloride | |
| may be sourced from the embodiment shown in FIG. 1, or the embodiment shown in | |
| FIG. 5, or the embodiment shown in FIG. 6, or a process for producing sodium | |
| carbonate, or a process for producing sodium bicarbonate. Ammonium chloride may | |
| be sourced from a source described herein, or an ammonium chloride source in the art, | |
| or a combination thereof. | |
| 2 | ‘2’ may comprise a mixing device, a pulverizing device, a funnel, or a combination |
| thereof. ‘2’ may involve mixing ammonium chloride with zinc oxide. | |
| 3 | ‘3’ may comprise a mixture of ammonium chloride and zinc oxide. |
| 4 | ‘4’ may comprise a device or mechanism for directing or transferring or a combination |
| thereof a mixture of ammonium chloride and zinc oxide to an appropriate reactor. An | |
| appropriate reactor may comprise a reactor undergoing filling with ammonium | |
| chloride and zinc oxide. | |
| 5 | ‘5’ may comprise a mixture of ammonium chloride and zinc oxide being transferred to |
| a reactor, such as reactor ‘8’. | |
| 6 | ‘6’ may comprise a mixture of ammonium chloride and zinc oxide being transferred to |
| a reactor, such as reactor ‘9’. | |
| 7 | ‘7’ may comprise a mixture of ammonium chloride and zinc oxide being transferred to |
| a reactor, such as reactor ‘10’. | |
| 8 | ‘8’ may comprise a reactor or kiln or a combination thereof. ‘8’ may heat zinc oxide |
| and ammonium chloride under conditions to form zinc chloride, ammonia gas, and/ | |
| or water vapor. Said reactor may be operated in a batch sequence, in a semi-batch | |
| sequence, or continuously, or a combination thereof. In the present figure, ‘8’ may be | |
| shown operating in a sequence involving primarily three steps: 1) filling, 2) reacting, | |
| 3) emptying. In FIG. 2, ‘8’ is shown filling. In FIG. 3, ‘8’ is shown reacting. In | |
| FIG. 4, ‘8’ is shown emptying. | |
| 9 | ‘9’ may comprise a reactor or kiln or a combination thereof. ‘9’ may heat zinc oxide |
| and ammonium chloride under conditions to form zinc chloride, ammonia gas, and/ | |
| or water vapor. Said reactor may be operated in a batch sequence, in a semi-batch | |
| sequence, or continuously, or a combination thereof. In the present figure, ‘9’ may be | |
| shown operating in a sequence involving primarily three steps: 1) filling, 2) reacting, | |
| 3) emptying. In FIG. 2, ‘9’ is shown reacting. In FIG. 3, ‘9’ is shown emptying. | |
| In FIG. 4, ‘9’ is shown filling. | |
| 10 | ‘10’ may comprise a reactor or kiln or a combination thereof. ‘10’ may heat zinc oxide |
| and ammonium chloride under conditions to form zinc chloride, ammonia gas, and/ | |
| or water vapor. Said reactor may be operated in a batch sequence, in a semi-batch | |
| sequence, or continuously, or a combination thereof. In the present figure, ‘10’ may | |
| be shown operating in a sequence involving primarily three steps: 1) filling, | |
| 2) reacting, 3) emptying. In FIG. 2, ‘10’ is shown emptying. In FIG. 3, ‘10’ is | |
| shown filling. In FIG. 4, ‘10’ is shown reacting. | |
| 11 | ‘11’ may comprise gases generated during a reaction to form zinc chloride, ammonia, |
| and/or water. ‘11’ may comprise ammonia and/or water vapor. ‘11’ may undergo | |
| further treatment, which may include, but is not limited to, condensation of at least a | |
| portion of water and/or ammonia. | |
| 12 | ‘12’ may comprise gases generated during a reaction to form zinc chloride, ammonia, |
| and/or water. ‘12’ may comprise ammonia and/or water vapor. ‘12’ may undergo | |
| further treatment, which may include, but is not limited to, condensation of at least a | |
| portion of water and/or ammonia. | |
| 13 | ‘13’ may comprise gases generated during a reaction to form zinc chloride, ammonia, |
| and/or water. ‘13’ may comprise ammonia and/or water vapor. ‘13’ may undergo | |
| further treatment, which may include, but is not limited to, condensation of at least a | |
| portion of water and/or ammonia. | |
| 14 | ‘14’ may comprise a device or mechanism for directing or transferring or a |
| combination thereof gases exiting one or more or a combination of reactors. Said gases | |
| may comprise ammonia and/or water vapor. | |
| 15 | ‘15’ may comprise ammonia and/or water. ‘15’ may be at a gas, or liquid, or solid, |
| or a combination thereof state. ‘15’ may be transferred to an interconnected process, | |
| such as, including, but not limited to, one or more or a combination of the following: | |
| a process for producing sodium carbonate or sodium bicarbonate, a process herein | |
| which produces ammonium chloride, or a process which produces ammonium chloride | |
| from ammonia. Ammonia may be separated from water in subsequent treatment steps. | |
| Alternatively, or additionally, ammonia may be dissolved in water, which may form | |
| an ammonium hydroxide solution. At least a portion of ‘15’ may comprise an output | |
| from the present embodiment and/or may comprise a valuable byproduct from the | |
| present embodiment. | |
| 16 | ‘16’ may comprise zinc chloride reaction product exiting a reactor. ‘16’ may be at a |
| solid phase. | |
| 17 | ‘17’ may comprise zinc chloride reaction product exiting a reactor. ‘17’ may be at a |
| solid phase. | |
| 18 | ‘18’ may comprise zinc chloride reaction product exiting a reactor. ‘18’ may be at a |
| solid phase. | |
| 19 | ‘19’ may comprise a device or mechanism for directing or transferring or a |
| combination thereof zinc chloride from one or more reactors. ‘19’ may involve | |
| transferring said zinc chloride to a reaction step or reactor which converts said zinc | |
| chloride to a thermally decomposable salt, such as zinc sulfate or zinc nitrate. | |
| 20 | ‘20’ may comprise zinc chloride being transferred to a reaction step or reactor which |
| converts zinc chloride to a thermally decomposable salt, such as zinc sulfate or zinc | |
| nitrate. | |
| 21 | ‘21’ may comprise a reactor which mixes converts zinc chloride and sulfur acid into |
| zinc sulfate and hydrochloric acid. | |
| 22 | ‘22’ may comprise a mixture of zinc sulfate and hydrochloric acid. ‘22’ may comprise |
| a solid-liquid mixture, or ‘22’ may comprise an aqueous solution, or ‘22’ may comprise | |
| a combination thereof. | |
| 23 | ‘23’ may comprise one or more or a combination of separation devices for separating |
| zinc sulfate from hydrochloric acid. Separation devices may include, but are not | |
| limited to, solid-liquid separators, centrifuges, filters, rotary filter, coalesce, | |
| evaporators, crystallizers, precipitators, membrane-based processes, coolers, heaters, | |
| ion-exchange, electrodialysis, electrolysis, or a combination thereof. | |
| 24 | ‘24’ may comprise hydrochloric acid product. ‘24’ may comprise hydrochloric acid |
| which may exit the process, or undergo further treatment, or be employed in an | |
| interconnected process, or a combination thereof. | |
| 25 | ‘25’ may comprise zinc sulfate, which may be at a solid or liquid or aqueous or a |
| combination thereof phase. | |
| 26 | ‘26’ may comprise a device or mechanism for directing or transferring or a |
| combination thereof zinc sulfate from, for example, one or more separators or reactors | |
| or a combination thereof, to one or more appropriate reactors. ‘26’ may involve | |
| transferring said zinc sulfate to a reaction step or reactor which converts said zinc | |
| sulfate into zinc oxide, or sulfur dioxide, or diatomic oxygen, or sulfur trioxide, or a | |
| combination thereof. | |
| 27 | ‘27’ may comprise zinc sulfate being transferred to a reaction step or reactor which |
| converts said zinc sulfate into zinc oxide, or sulfur dioxide, or diatomic oxygen, or | |
| sulfur trioxide, or a combination thereof. | |
| 28 | ‘28’ may comprise zinc sulfate being transferred to a reaction step or reactor which |
| converts said zinc sulfate into zinc oxide, or sulfur dioxide, or diatomic oxygen, or | |
| sulfur trioxide, or a combination thereof. | |
| 29 | ‘29’ may comprise zinc sulfate being transferred to a reaction step or reactor which |
| converts said zinc sulfate into zinc oxide, or sulfur dioxide, or diatomic oxygen, or | |
| sulfur trioxide, or a combination thereof. | |
| 30 | ‘30’ may comprise a reactor or kiln or a combination thereof. ‘30’ may involve |
| thermally decomposing zinc sulfate into zinc oxide, or sulfur dioxide, or diatomic | |
| oxygen, or sulfur trioxide, or a combination thereof. Zinc oxide may comprise a solid | |
| phase product. Sulfur dioxide, or diatomic oxygen, or sulfur trioxide, or a combination | |
| thereof may comprise gaseous or liquid products. | |
| 31 | ‘31’ may comprise a reactor or kiln or a combination thereof. ‘31’ may involve |
| thermally decomposing zinc sulfate into zinc oxide, or sulfur dioxide, or diatomic | |
| oxygen, or sulfur trioxide, or a combination thereof. Zinc oxide may comprise a solid | |
| phase product. Sulfur dioxide, or diatomic oxygen, or sulfur trioxide, or a combination | |
| thereof may comprise gaseous or liquid products. | |
| 32 | ‘32’ may comprise a reactor or kiln or a combination thereof. ‘32’ may involve |
| thermally decomposing zinc sulfate into zinc oxide, or sulfur dioxide, or diatomic | |
| oxygen, or sulfur trioxide, or a combination thereof. Zinc oxide may comprise a solid | |
| phase product. Sulfur dioxide, or diatomic oxygen, or sulfur trioxide, or a combination | |
| thereof may comprise gaseous or liquid products. | |
| 33 | ‘33’ may comprise sulfur dioxide, or diatomic oxygen, or sulfur trioxide, or a |
| combination thereof. ‘33’ may be produced from the thermal decomposition of zinc | |
| sulfate in kiln or reactor. | |
| 34 | ‘34’ may comprise sulfur dioxide, or diatomic oxygen, or sulfur trioxide, or a |
| combination thereof. ‘34’ may be produced from the thermal decomposition of zinc | |
| sulfate in kiln or reactor. | |
| 35 | ‘35’ may comprise sulfur dioxide, or diatomic oxygen, or sulfur trioxide, or a |
| combination thereof. ‘35’ may be produced from the thermal decomposition of zinc | |
| sulfate in kiln or reactor. | |
| 36 | ‘36’ may comprise a device or mechanism for directing or transferring or a |
| combination thereof sulfur dioxide, or diatomic oxygen, or sulfur trioxide, or a | |
| combination thereof. ‘36’ may involve transferring said sulfur dioxide, or diatomic | |
| oxygen, or sulfur trioxide, or a combination thereof to a reaction step or reactor which | |
| may produce sulfur trioxide or may produce sulfuric acid or a combination thereof. | |
| 37 | ‘37’ may comprise sulfur dioxide, or diatomic oxygen, or sulfur trioxide, or a |
| combination thereof being transferred to a reaction step or reactor which may produce | |
| sulfur trioxide or may produce sulfuric acid or a combination thereof. | |
| 38 | ‘38’ may comprise a reactor or reaction step for converting sulfur dioxide and diatomic |
| oxygen into sulfur trioxide. Sulfur dioxide and/or diatomic oxygen may be converted | |
| to sulfur trioxide using one or more or a combination of methods known in the art. For | |
| example, sulfur dioxide and diatomic oxygen may be contacted with a V2O5 catalyst | |
| or vanadium oxide catalyst under suitable conditions to form sulfur trioxide as a | |
| reaction product. | |
| 39 | ‘39’ may comprise sulfur trioxide. ‘39’ may comprise sulfur trioxide transferred to a |
| sulfuric acid production process. | |
| 40 | ‘40’ may comprise water which may be employed in the production of sulfuric acid |
| from sulfur trioxide. If desired, water may be recovered from ‘15’ and said water may | |
| be suitable to be employed as at least a portion of ‘40’. | |
| 41 | ‘41’ may comprise a reactor or reaction step for converting sulfur trioxide into sulfuric |
| acid. ‘41’ may produce sulfuric acid by reacting sulfur trioxide with water under | |
| suitable conditions. As with other steps of the present invention, heat may be | |
| recovered during ‘41’. | |
| 42 | ‘42’ may comprise sulfuric acid. ‘42’ may comprise sulfuric acid transferred to a |
| reactor or reaction step involving the conversion of zinc chloride into zinc sulfate. | |
| 43 | ‘43’ may comprise zinc oxide. ‘43’ may comprise zinc oxide produced from the |
| thermal decomposition of zinc sulfate. ‘43’ may comprise zinc oxide transferred to a | |
| step or steps involving mixing or reaction with ammonium chloride. | |
| 44 | ‘44’ may comprise zinc oxide. ‘44’ may comprise zinc oxide produced from the |
| thermal decomposition of zinc sulfate. ‘44’ may comprise zinc oxide transferred to a | |
| step or steps involving mixing or reaction with ammonium chloride. | |
| 45 | ‘45’ may comprise zinc oxide. ‘45’ may comprise zinc oxide produced from the |
| thermal decomposition of zinc sulfate. ‘45’ may comprise zinc oxide transferred to a | |
| step or steps involving mixing or reaction with ammonium chloride. | |
| 46 | ‘46’ may comprise a device or mechanism for directing or transferring or a |
| combination thereof zinc oxide from one or more reactors. ‘46’ may involve | |
| transferring said zinc oxide to a step involving mixing zinc oxide with ammonium | |
| chloride or reacting zinc oxide with ammonium chloride or a combination thereof. | |
| 47 | ‘47’ may comprise zinc oxide being transferred to a step involving mixing zinc oxide |
| with ammonium chloride or reacting zinc oxide with ammonium chloride or a | |
| combination thereof. |
| FIG. 5 Key |
| 1 | ‘1’ may comprise ammonium sulfate. ‘1’ may comprise ammonium sulfate at a solid |
| phase or an aqueous phase. | |
| 2 | ‘2’ may comprise mixer, or a dissolution facilitating device, or a precipitation |
| facilitating device, or a combination thereof. ‘2’ may involve mixing ammonium | |
| sulfate with a solution comprising a calcium chloride rich solution. Said mixing of | |
| ammonium sulfate with a solution comprising a calcium chloride rich solution may | |
| result in the formation of calcium sulfate precipitate and an ammonium chloride rich | |
| solution. | |
| 3 | ‘3’ may comprise a solid-liquid mixture of calcium sulfate solid and an ammonium |
| chloride rich solution. | |
| 4 | ‘4’ may comprise a solid-liquid separation device and/or precipitation facilitating |
| device. For example, ‘4’ may comprise a centrifuge, or filter, or rotary filter, or a | |
| combination thereof. | |
| 5 | ‘5’ may comprise calcium sulfate solid. ‘5’ may comprise residual aqueous solution |
| or other contaminants, which may be removed using further separation or treatment, if | |
| desired. ‘5’ may comprise precipitate gypsum, which may comprise a valuable | |
| byproduct. | |
| 6 | ‘6’ may comprise an ammonium chloride rich solution. ‘6’ may be at a higher |
| temperature, such as a temperature greater than or equal to one or more or a | |
| combination of the following: −10° C., or 0° C., or 20° C., or 30° C., or 40° C., or 50° C. | |
| 7 | ‘7’ may comprise mixer, or a dissolution facilitating device, or a precipitation |
| facilitating device, or a combination thereof. ‘7’ may involve cooling an ammonium | |
| chloride rich solution to, for example, reduce the solubility of ammonium chloride and/ | |
| or facilitate the precipitation of ammonium chloride. At least a portion of ammonium | |
| chloride may precipitate before, during, or after or a combination thereof ‘7’. | |
| 8 | ‘8’ may comprise a solid-liquid mixture. ‘8’ may comprise a solid-liquid mixture |
| comprising solid phase comprising ammonium chloride and liquid phase comprising | |
| aqueous ammonium chloride lean solution. | |
| 9 | ‘9’ may comprise a solid-liquid phase separation device and/or precipitation |
| facilitating device. For example, ‘4’ may comprise a centrifuge, or filter, or rotary | |
| filter, or a combination thereof. | |
| 10 | ‘10’ may comprise ammonium chloride. ‘10’ may comprise ammonium chloride at a |
| solid phase. ‘10’ may comprise residual water and/or other contaminants, which may | |
| be removed with further separation or treatment, if desired. ‘10’ may transferred to | |
| one or more or a combination of embodiments herein which employ ammonium | |
| chloride, which may be interconnected. ‘10’ may employed in other applications, | |
| including applications of ammonium chloride known in the art. | |
| 11 | ‘11’ may comprise an ammonium chloride solution. ‘11’ may comprise an ammonium |
| chloride lean aqueous solution. ‘11’ may be at a lower temperature, such as a | |
| temperature less than or equal to one or more or a combination of the following: −10° C., | |
| or 0° C., or 20° C., or 30° C., or 40° C., or 50° C. | |
| 12 | ‘12’ may comprise a heat exchanger or heat source or heating device or heating method |
| or a combination thereof. ‘12’ may be employed to pre-heat or heat an ammonium | |
| chloride lean aqueous solution. | |
| 13 | ‘13’ may comprise a pre-heated or heated solution comprising ammonium chloride |
| lean aqueous solution. | |
| 14 | ‘14’ may comprise mixer, or a dissolution facilitating, or a combination thereof. |
| ‘14’ may involve dissolving calcium chloride in an ammonium chloride lean aqueous | |
| solution. | |
| 15 | ‘15’ may comprise calcium chloride. ‘15’ may comprise calcium chloride solid or a |
| calcium chloride solution or a combination thereof. | |
| 16 | ‘16’ may comprise a calcium chloride rich, ammonium chloride rich aqueous solution. |
| ‘16’ may be at a higher temperature, such as a temperature greater than or equal to one | |
| or more or a combination of the following: −10° C., or 0° C., or 20° C., or 30° C., or 40° C., | |
| or 50° C. |
| FIG. 6 Key |
| 1 | ‘1’ may comprise sodium chloride input. ‘1’ may comprise a solid, or an aqueous |
| solution, or a combination thereof. | |
| 2 | ‘2’ may comprise mixer or dissolution facilitating device. ‘2’ may involve mixing |
| sodium chloride with water or an aqueous solution. | |
| 3 | ‘3’ may comprise sodium chloride. ‘3’ may comprise an aqueous solution rich in |
| sodium chloride. | |
| 4 | ‘4’ may comprise an absorption or dissolution unit. ‘4’ may comprise an ammonia and/ |
| or water absorption or dissolution unit. ‘4’ may involve absorbing or dissolving | |
| ammonia and/or water into a solution comprising sodium chloride. | |
| 5 | ‘5’ may comprise ammonia and/or water. ‘5’ may be transferred into an absorption |
| or dissolution unit. ‘5’ may be sourced from one or more or a combination of | |
| embodiments herein for generating ammonia. Alternatively, or additionally, ammonia | |
| may be sourced from one or more or a combination of other sources, such as ammonia | |
| sources known in the art. | |
| 6 | ‘6’ may comprise an aqueous solution rich in ammonia and rich in sodium chloride. |
| ‘6’ may be transferred from an ammonia absorption or dissolution step to a sodium | |
| bicarbonate formation step. | |
| 7 | ‘7’ may comprise an absorption unit or dissolution unit or reactor or precipitation unit |
| or a combination thereof. ‘7’ may involve absorbing or dissolving carbon dioxide into | |
| a solution comprising an aqueous solution rich in ammonia and rich in sodium | |
| chloride. Said absorption or dissolution of carbon dioxide may result in the formation | |
| of sodium bicarbonate precipitate, or sodium bicarbonate, or ammonium chloride, or | |
| ammonium bicarbonate, or ammonium carbonate, or a combination thereof. Said | |
| formation of sodium bicarbonate precipitate may occur before, during, or after, or a | |
| combination thereof ‘7’. | |
| 8 | ‘8’ may comprise carbon dioxide. ‘8’ may comprise high purity carbon dioxide. |
| ‘8’ may comprise carbon dioxide in a gas mixture comprising other gases in addition | |
| to carbon dioxide. ‘8’ may comprise carbon dioxide form one or more or a | |
| combination of sources. | |
| 9 | ‘9’ may comprise a solid-liquid mixture comprising sodium bicarbonate and aqueous |
| ammonium chloride. At least a portion of said sodium bicarbonate may comprise a | |
| solid phase. Said aqueous ammonium chloride may comprise a liquid aqueous phase | |
| and may be rich in ammonium chloride. | |
| 10 | ‘10’ may comprise a solid-liquid separation device and/or precipitation facilitating |
| device. For example, ‘10’ may comprise a centrifuge, or filter, or rotary filter, or a | |
| combination thereof. | |
| 11 | ‘11’ may comprise a sodium bicarbonate at a solid phase. ‘11’ may comprise residual |
| aqueous solution and/or ammonium chloride and/or sodium chloride, which may be | |
| removed with further treatment or separation, if desired. ‘11’ may comprise a valuable | |
| product from the present embodiment. | |
| 12 | ‘12’ may comprise an ammonium chloride rich aqueous solution. |
| 13, 14, | May comprise one or more or a combination of systems for separating ammonium |
| 15, 17 | chloride from an aqueous solution. May comprise one or more or a combination of |
| separation systems, methods, and/or devices described herein or known in the art. | |
| 16 | ‘16’ may comprise ammonium chloride. ‘16’ may comprise ammonium chloride at a |
| solid phase. ‘16’ may be transferred to one or more embodiments herein employing | |
| ammonium chloride, which may include, but are not limited to, processes for | |
| converting ammonium chloride into ammonia and/or hydrochloric acid. ‘16’ may be | |
| employed for other applications of ammonium chloride, such as applications of | |
| ammonium chloride known in the art. ‘16’ may comprise some residual aqueous | |
| solution and/or sodium chloride and/or sodium bicarbonate and/or other potential | |
| contaminants, which may be at least in part removed with additional treatment or | |
| separations, if desired. | |
| 18 | ‘18’ may comprise water, or a solution comprising ammonium chloride, or a |
| combination thereof. | |
Example Definitions
Free Ammonia: Free ammonia may comprise ammonia which may be unreacted or unaltered. Free ammonia may comprise gaseous, liquid, or solid ammonia. Free ammonia may comprise ammonia dissolved in water or one or more or a combination of solvents.
Lean: ‘Lean’ may represent the concentration of a reagent relative to the concentration of the same reagent at another point in a process. ‘Lean’ represents a relatively lower concentration.
Rich: ‘Rich’ may represent the concentration of a reagent relative to the concentration of the same reagent at another point in a process. ‘Rich’ represents a relatively greater concentration.
Filling: In some embodiments, ‘filling’ may involve the addition of reactants to a reactor.
Reacting: In some embodiments, ‘reacting’ may involve reactants in a reactor undergoing one or more or a combination of reactions which may result in one or more or a combination of reaction products.
Emptying: In some embodiments, ‘emptying’ may involve the removal or transfer of one or more or a combination of products from one or more or a combination of reactors.
Low Carbon or Net Carbon Emission Negative Ammonia Production and/or Sodium Bicarbonate or Sodium Carbonate Production
Background
Ammonium chloride and ammonium sulfate are produced as low value byproducts of chemical processes. Ammonium chloride can be a waste product of sodium bicarbonate or sodium carbonate production processes, such as the Solvay Process. Ammonium chloride and/or ammonium sulfate are produced as chemical byproducts during the recovery or removal of ammonia using acid scrubbing, where ammonia or ammonia species may be scrubbed or removed from ammonia laden gas or liquid streams. Acid scrubbing may use acids which react strongly with ammonia, such as sulfuric acid, hydrochloric acid, or nitric acid, to remove ammonia from gas or liquid streams, which may include, but are not limited to, one or more or a combination of the following: wastewater, coke oven gases, ammonia-laden freshwater or marine water, urine, feces, biomass, anerobic digestion water, landfill leachate, fertilizer production, or purge gases.
Ammonium sulfate can also be produced as a byproduct from the following CO2 conversion or sequestration reaction:
(NH4)2CO3(aq)+CaSO4(s)(NH4)2SO4(aq)+CaCO3(s)
The above reaction may be an advantageous method for sequestering carbon dioxide, especially if the ammonia source is renewable or the ammonia can be economically recovered from the ammonium sulfate.
In prior art, ammonium sulfate and/or ammonium chloride is sold as a low-cost fertilizer or is discarded.
In sodium carbonate or sodium bicarbonate production, such as the Solvay process, ammonia is recovered from the ammonium chloride byproduct by reacting the ammonium chloride with calcium oxide or calcium hydroxide. Both calcium oxide and calcium hydroxide are produced in the very energy and CO2 emission intensive process of calcining, where CaCO3 is heated to an elevated temperature and decomposed into CaO and CO2. Due to the nature of the chemistry of calcining, it emits significant amounts of CO2 not only due to its thermal energy demands (which are generally powered by the burning of coal), but also or mostly due to the CO2 directly released from the decomposition of CaCO3 into CaO and CO2. In addition to the high cost, energy and CO2 emission intensive nature of recovering ammonia by reacting it with calcium oxide, the resulting calcium chloride byproduct is also generally a waste product, usually disposed by discarding into the ocean.
Summary of Some Example Embodiments
An example present embodiment may involve converting ammonium chloride and/or ammonium sulfate, which may be waste products or low cost, into valuable free ammonia (for example: ammonium hydroxide solution or gaseous ammonia or anhydrous ammonia). Free ammonia may be used within a chemical process (for example, which may include, but is not limited to, a process for production sodium bicarbonate or sodium carbonate) or sold or used various applications for ammonia. The present embodiment may also be employed in small-scale ammonia production, or medium scale ammonia production, or large scale ammonia production.
It is important to note Embodiment 1, for example, may consume 233 kJ/mol of heat to produce a mole of ammonia; compared to 410.6 kJ/mole of heat to produce a mole of ammonia from natural gas using the Haber-Bosch Process. It is important to note the present embodiments may not require a solid catalyst to operate, which is a unique distinction because other ammonia production processes require solid catalysts. It is important to note the present embodiments may be suited for producing value from excess or low-cost natural gas or flare gases by using the heat from flaring to produce valuable ammonia and hydrochloric acid. Ammonia may be compressed or liquified and may be sold, if desired.
The hydrochloric acid is a valuable byproduct. For example, hydrochloric acid may be employed in the production of chlorinated chemicals or polymers, such as PVC. For example, hydrochloric acid which is a required chemical in some oil & gas production operations. The present embodiments, for example, when employed on oil & gas drilling sites may comprise ‘hydrochloric acid generators’. Ammonium chloride is much easier and lower cost to ship than concentrated hydrochloric acid. The ammonia product produced by the present embodiment may be, for example, transported and/or sold to nearby farms and/or used in other applications requiring ammonia. For an upstream oil production operation, the present embodiments may transform two loss driving components of their business (gas flaring and purchasing hydrochloride acid) into a profit driver for their business (use of flare gas heat to power simultaneous ammonia and hydrochloride acid, wherein hydrochloric acid is consumed onsite and ammonia is sold and/or used onsite). It may be desirable to convert ammonia into other chemicals, which may include, but are not limited to, urea, chloramine, amines, polymers, methylamine, ethylamine, or other ammonia derivatives, or a combination thereof.
Example Embodiment 1 (NH4Cl is the Starting Feedstock)
- 1) 2NH4Cl(s)+ZnO(s)2NH3(g)+ZnCl2(s)+H2O(g) (+238.66 kJ/mol; +116.33 kJ/mol of NH3; 210° C.)
- 2) ZnCl2(s)+H2SO4(aq)ZnSO4(s)+2HCl(aq) (−83 kJ/mol; −41.5 kJ/mol of NH3)
- 3) ZnSO4(s)ZnO(s)+SO3(g) (+235.14 kJ/mol; +117.57 kJ/mol of NH3; 920-980° C.)
- Note: ZnSO4(s)ZnO(s)+SO2(g)+½O2 (g) (Alternative Reaction; if desired, O2 may be reacted with SO2 to produce SO3 before reaction ‘(4)’, which may be facilitated by, for example, a catalyst)
- 4) SO3(g)+H2O(l)H2SO4(l) (−170 kJ/mol)
| Inputs | Outputs |
| 2 NH4Cl(s) | 2 NH3(g) |
| Heat | 2 HCl(aq) |
| H2O | H2O |
| (although water may not be net | (although water may not be net |
| consumed in process, HCl product | produced in process, HCl product |
| may require additional water in | may require additional water in |
| aqueous phase relative to H2SO4) | aqueous phase relative to H2SO4. |
| The water may be added during or | |
| after the production of HCl and/ | |
| or separation of HCl from zinc | |
| sulfate or zinc chloride.) | |
Reaction 1 Further Description and Proof:
Reaction 1 may involve reacting ammonium chloride and zinc oxide at a relatively elevated temperature to form zinc chloride, water vapor, and ammonia gas. The reaction may involve decomposing ammonium chloride and passing the resulting gas mixture over heated or unheated zinc oxide. The reaction may involve heating a mixture of ammonium chloride (which may be, at least initially, at a solid phase) and zinc oxide (which may be at a solid phase) and forming zinc chloride, ammonia gas, and according to Reaction 1. It may be preferred to react a mixture of ammonium chloride and zinc oxide because the solid mixture has been shown to produce reaction products with lower temperature requirement (210° C. for mixture vs. 338° C. for ammonium chloride alone) and lower heat input requirement (+116.33 kJ/mol NH3 for mixture vs. +228.55 kJ/mole NH3 for ammonium chloride alone). An embodiment of the reaction shown in reaction 1 has been demonstrated in literature in the article ‘Reaction of zinc oxide with ammonium chloride’ by Borisov et al. Borisov et al found the reactants initially form ammonium chlorozincates ((NH4)3ZnCl4) at 150° C., with the evolution of NH3(g) and H2O(g). Borisov et al found the mixture of ammonium chloride and zinc oxide completely converts into products shown in reaction 1 at about 210° C. Borisov et al found a stoichiometric amount of NH3 formed and the presence of zinc did not cause the NH3 to decompose.
The present reaction may be conducted in a low diatomic oxygen atmosphere or environment. Low diatomic oxygen may involve a volumetric concentration of diatomic oxygen less than 20 vol %, or less than 19 vol %, or less than 18 vol %, or less than 17 vol %, or less than 19 vol %, or less than 19 vol %, or less than 19 vol %, or less than 19 vol %, or less than 19 vol %, or less than 19 vol %, or less than 19 vol %, or less than 19 vol %, or less than 19 vol %, or less than 19 vol %, or less than 19 vol %, or less than 19 vol %. Low diatomic oxygen concentration may involving filling a vessel or container with ammonium chloride and zinc oxide such that less than 10%, or less than 20%, or less than 30%, or less than 40%, or less than 50%, or less than 60%, or less than 70%, or less than 80%, or less than 90%, or a combination thereof of the space in said vessel or container is occupied by oxygen or a gas comprising oxygen. Low diatomic oxygen concentration may involve ensuring the total mass of ammonia in a reactor or mass of ammonium chloride in a reactor or the total mass of ammonia in the form of ammonium chloride in a reactor exceeds the total mass of diatomic oxygen gas in said reactor by at least 2× or 200%, or 3× or 300%, or 4× or 400%, or 5× or 500%, or 6× or 600%, or 7× or 700%, or 8× or 800%, or 9× or 900%, or 10× or 1,000%, or 25× or 2,500%, or 50× or 5,000%, or 100× or 10,000%, or 200× or 20,000%, or a combination thereof.
It is important to note that zinc oxide may be recycled internally from Reaction 3 to Reaction 1.
It is important to note metals other than or in addition to zinc may be employed, which may include, but are not limited to, one or more or a combination of the following: iron, lead, copper, cobalt, nickel, manganese, chromium, silver, scandium, vanadium, titanium, aluminum, magnesium, calcium, sodium, potassium, Yttrium, Zirconium, Niobium, Molybdenum Technetium, Ruthenium, Rhodium, Palladium, Silver, Cadmium, Hafnium, Tantalum, Tungsten, Rhenium, Osmium, Iridium, Platinum, Gold, Mercury, Rutherfordium, Dubnium, Seaborgium, Bohrium, Hassium, Meitnerium, Ununnilium, Unununium, or Ununbium.
Reaction 2 Further Description and Proof:
Reaction 2 may involve reacting zinc chloride with sulfuric acid form zinc sulfate and hydrochloric acid. The enthalpy of Reaction 2 may be strongly exothermic and favorable and sulfuric acid may be a stronger acid than hydrochloric acid. Reaction 2 may require cooling. Said cooling may involve recovering heat. Recovered heat may be employed to facilitate removal or distillation of excess water or separate residual zinc sulfate or zinc chloride from hydrochloric acid. Depending on the concentration of sulfuric acid, zinc chloride may be placed in sufficient water to ensure there is enough water for the product hydrochloric acid to fully dissolve and form hydrochloric acid, as hydrochloric acid may require stoichiometrically more water than sulfuric acid to remain in solution. Alternatively, or additionally, a portion of hydrochloric acid may form as a gas, and may be condensed or recovered or converted into an aqueous solution or a combination thereof. Zinc chloride or zinc sulfate may be present primarily at the solid phase due to, for example, limited amount of relative water and/or the salting-out effects of HCl or H2SO4 in solution. Residual zinc chloride or zinc sulfate may comprise, including, but not limited to, one or more or a combination of the following: a membrane-based process, a solid membrane, distillation, electrodialysis, ion exchange, crystallization, crydesalination, freezing desalination, cooling precipitation, precipitation, salting-out′, or a common-ion effect.
Reaction 3 Further Description and Proof:
Reaction 3 may involve decomposing zinc sulfate into zinc oxide and sulfur trioxide or sulfur dioxide and O2 or both. According to ‘Kinetics of the Thermal Decomposition of Zinc Sulfate’ by Ibanez et al, zinc sulfate decomposes into zinc oxide and sulfur trioxide or sulfur dioxide or O2 or a combination thereof starting at about 920° C. Zinc oxide may be transferred or employed or both to Reaction 1 and sulfur trioxide or sulfur dioxide or O2 or a combination thereof may be employed in Reaction 4.
Reaction 4 Further Description and Proof:
Reaction 4 may involve the formation of sulfuric acid from sulfur trioxide or sulfur oxides which may be converted into sulfur trioxide or sulfuric acid. Reaction 4 is well known in industry to produce sulfuric acid and may be conducted using one or more or a combination of methods for producing sulfuric acid in the art. Reaction 4 is highly exothermic and heat from the reaction may be recovered as, for example, steam. It may be possible to employ heat from Reaction 4 to power a portion of the thermal duty of Reaction 1. Sulfuric acid product may be employed in Reaction 2.
Heat from reaction 4 may be utilized to produce steam or heat produced may supplement heat requirements of reaction ‘(1)’.
Note: One or more reaction steps may be conducted in separate locations or separate facilities from one or more other reactions steps if desired. It may be desirable to conduct certain reactions where certain facilities exist. It may be desirable to conduct certain reactions where certain economic factors (for example: cost of energy or availability of feedstocks or market/application locations) are relatively more favorable. If desired, reactions may be split into one or more sub-reactions. Additional treatment steps, such as water addition or removal or membrane base purification or precipitation or cooling or heating, may be conducted between or during reaction steps.
Note: In the present example embodiment, it may be desirable for ammonium sulfate (if, for example, ammonium sulfate is a low-cost feedstock for ammonia) to be converted into ammonium chloride, for example, by reacting it with calcium chloride or other low cost chloride salt. For example, the following reaction may be employed:
(NH4)2SO4(aq)+CaCl2)(aq)2NH4Cl(aq)+CaSO4(s)
The CaSO4 solid may be sold or used, for example, as Gypsum or precipitated Gypsum.
As with other reactions described herein, it is important to note the above reaction to convert (NH4)2SO4(aq) into 2NH4Cl(aq) may be conducted in a different location from one or more other reactions in the present embodiments, if desired. Alternatively, or additionally, reactions may be conducted in the same location or facility.
Note: It is important to note the present embodiments may consume less energy in their endothermic reaction steps than is required during the production of ammonia from natural gas. The production of ammonia from natural gas (not including the additional energy required to separate nitrogen and compress gases and ammonia) requires 410.625 kJ/mol of NH3 produced according to the following equations:
Energetic Value of Methane in Natural Gas (energetic value of methane→CO2 if not transformed into CO2 using steam reforming and WGS):
CH4(g)+O2(g)CO2(g)+H2O(g) (−889 kJ/mol) (1)
Steam Reforming Reaction Heat Input Required:
CH4(g)+H2O(g)CO(g)+3H2(g) (+206 kJ/mol, 700-1100° C.) (2)
Water-Gas Shift Reaction:
CH4(g)+H2O(g)CO(g)+3H2(g) (−41 kJ/mol, 200-250° C.) (3)
Ammonia Production Reaction:
1.5H2(g)+0.5N2(g)NH3(g) (−45.9 kJ/mol) (4)
Combined Enthalpies of Heat Consuming or Lost Energy Value Steps—‘(1)’ and ‘(2)’:
206 kJ/mol+889 kJ/mol=1095 kJ/mol (5)
Combined Enthalpies of Heat Consuming or Lost Energy Value Steps—‘(1)’ and ‘(2)’—on a per Mole NH3 Produced:
(6) 1095 kJ/mol*1.5/4=410.625 kJ/mol NH3 Produced
For example, the endothermic reactions of Example Embodiment 1 consume 233 kJ per mole of NH3 produced, which is 177 kJ or 43% less energy than is required to produce ammonia using the Haber Bosch Process with a natural gas feedstock. It is also important to note that the reactions in Example Embodiment 1 operate at lower temperatures, there are fewer total reactions, and there is no energy requirement for compression (which was not included in the 410.625 kJ energy value for NH3 production in Haber Bosch Process with natural gas feedstock). Example Embodiment 1 may also not require expensive catalysts, which are required in the Haber Bosch Process, and/or also may not require high purity gaseous feedstocks, which are also required in the Haber Bosch Process.
Example Embodiment 2 ((NH4)2SO4 and CaCl2) are the starting feedstocks)
(1) (NH4)2SO4(aq)+CaCl2(aq)2NH4Cl(aq)+CaSO4(s)
(2) 2NH4Cl(aq) may be concentrated using FO with CaCl2 as draw solution and the 2NH4Cl(aq) may be precipitated as 2NH4Cl(s). ‘2)’ comprise a cycle wherein (a) NH4Cl(aq) is mildly heated; and/or (b) concentrated using forward osmosis with CaCl2 draw solution; and/or (c) concentrated NH4Cl(aq) may be cooled to precipitate a portion of the NH4Cl; and/or (d) the remaining NH4Cl(aq) solution separated from the NH4Cl(s) precipitate may be mixed with incoming solution and/or returned to step (a). NH4Cl(s) precipitate may be transferred to reaction
(3) Because CaCl2 is deliquescent in contact with air (absorbs water from the air) it may be desirable for the CaCl2(aq) draw solution to comprise CaCl2(s) which has absorbed water from the air to form concentrated CaCl2(aq) brine. In some embodiments, it may be desirable for NH4Cl(s) to be formed by distillation of a portion of water and cooling crystallization or precipitation of NH4Cl(s) from an NH4Cl(aq) solution. In some embodiments, it may be desirable for NH4Cl(s) to be formed by solventing-out′ NH4Cl(s) from an NH4Cl(aq) solution using a regenerable water soluble organic solvent, such as a volatile organic solvent or a liquid-liquid phase transition organic solvent.
- 1) 2NH4Cl(s)+ZnO(s)2NH3(g)+ZnCl2(s)+H2O(g) (+238.66 kJ/mol; +116.33 kJ/mol of NH3; 210° C.)
- 2) ZnCl2(s)+H2SO4(aq)ZnSO4(s)+2HCl(aq) (−83 kJ/mol; −41.5 kJ/mol of NH3)
- 3) ZnSO4(s)ZnO(s)+SO3(g) (+235.14 kJ/mol; +117.57 kJ/mol of NH3; 920-980° C.)
- Note: ZnSO4(s)4ZnO(s)+SO2(g)+½O2 (g) (Alternative Reaction; if desired O2 may be reacted with SO2 to produce SO3 before reaction ‘(6)’ using, if desired, a catalyst)
- 4) SO3(g)+H2O (l)H2SO4(l) (−170 kJ/mol, can be utilized to produce steam or heat produced may supplement heat requirements of reaction ‘(3)’, although this heat recovery not required and, for purposes of being conservative, the heat recovery is not included in energy consumption calculations)
| Inputs | Outputs | |
| (NH4)2SO4 | 2 NH3(g) | |
| CaCl2 | CaSO4 | |
| Heat | 2 HCl(aq) | |
| H2O | H2O | |
Reaction 1 Further Description and Proof:
Ammonium sulfate solid or aqueous and calcium chloride may be mixed to form ammonium chloride aqueous, ammonium chloride solid, calcium sulfate solid, minimal concentrate of aqueous calcium sulfate (due to minimal solubility), or a combination thereof. Calcium sulfate solid may form due to insolubility or relatively low solubility in water. Calcium sulfate solid may form in a step prior to the formation or generation of ammonium chloride solid. Calcium sulfate solid may be separated prior to further processing of the remaining solution to produce ammonium chloride solid.
Reaction 2 Further Description and Proof:
CaCl2 may have a greater osmotic pressure and/or higher solubility in water than NH4Cl at their saturated concentration in water, which may enable using CaCl2 input as a draw solution to concentrate remaining NH4Cl(aq) using forward osmosis (FO). After concentrating, NH4Cl(aq) may be cooled, which may result in the precipitation of a portion of NH4Cl(s). The remaining solution, which may be lean in NH4Cl(aq), may be concentrated using CaCl2 draw solution, which may occur in one or more additional cycles before other NH4Cl(aq) concentrating and/or NH4Cl(s) precipitation steps. Alternatively, or additionally, NH4Cl(aq) may be concentrated and/or NH4Cl(s) may be separated using one or more or a combination of the following: cryodesalination, freezing desalination, anti-solvent precipitation, regenerable anti-solvent precipitation, solventing-out, cooling precipitation, distillation, common-ion effect, or other separations described herein.
Alternatively to FO, the NH4Cl may be concentrated by using the difference in partial vapor pressure of water over NH4Cl vs. CaCl2) solution, which may be conducted using, for example, including, but not limited to, one or more or a combination of the following: carrier gas distillation, carrier gas evaporation, vapor gas membrane, pervaporation, membrane distillation, distillation, mechanical vapor compression distillation, vacuum distillation, headspace water vapor gas transfer, stripping gas water vapor transfer, or distillation.
It is important to note that alternatives to FO or other membrane-based processes may be beneficial because residual CaSO4 (which dissolves at low concentrations in water due to limited but existent solubility) may scale membranes. In some embodiments, distillation of a portion water and/or crystallization or precipitation of ammonium chloride may be conducted.
In some embodiments, ammonium sulfate may be directly added to a solution comprising ammonium chloride and calcium chloride, which may result in the formation of calcium sulfate precipitate. Some embodiments may conduct said ammonium sulfate addition step at warmer temperatures, such as, greater than 0° C., or 10° C., or 20° C., or 30° C., or 40° C., or 50° C., or 60° C., or 70° C., or 80° C., or 90° C. Calcium sulfate precipitate may be separated form the remaining solution. The remaining solution may be cooled, which may result in the precipitation of at least a portion of ammonium chloride solid. Said ammonium chloride solid may be separated. The remaining solution, which may be ‘lean’ in ammonium chloride, may be mixed with input calcium chloride, which may produce a solution comprising ammonium chloride and calcium chloride. Said solution may be transferred to the first step of the present embodiment of ‘Reaction 1’ and/or ‘Reaction 2’. The present embodiment may comprise a combination of ‘Reaction 1’ and ‘Reaction 2’.
In an example embodiment, (a) ammonium sulfate solid may be mixed with a calcium chloride—ammonium chloride solution, resulting in the formation of additional ammonium chloride from the ammonium sulfate and calcium sulfate precipitate. To prevent ammonium chloride from precipitating at the same time as calcium sulfate, the concentration of the resulting more concentrated ammonium chloride solution may desirably be less than the maximum solubility or saturation concentration of ammonium chloride in solution at the temperature which the calcium sulfate precipitating reaction is conducted. (b) Calcium sulfate precipitate may be separated and may be further washed to, for example, remove any residual ammonium chloride. (c) The remaining concentrated ammonium chloride solution after calcium sulfate precipitation removal may undergo further treatment to facilitate the precipitation of a portion of the ammonium chloride. For example, said treatment may involve systems and methods for precipitating salts from solutions, which may include, but are not limited to: cooling precipitation, antisolvent precipitation, thermally switchable antisolvent precipitation, solventing out, salting out, or a combination thereof (d) Precipitated ammonium chloride may be separated and transferred to Reaction 3. (e) The remaining ammonium chloride solution following ammonium chloride precipitation and precipitate separation may be mixed with calcium chloride, forming an ammonium chloride—calcium chloride solution. To prevent ammonium chloride precipitation or facilitate calcium chloride dissolution during this step, the solution may be heated before or during calcium chloride dissolution and/or any antisolvents which may have been added may be removed. The resulting ammonium chloride—calcium chloride solution may be transferred to step ‘(a)’.
Reaction 1 and/or Reaction 2 may comprise one or more or a combination of the systems and methods described thereof or herein.
Reaction 3 Further Description and Proof:
Reaction 3 may involve reacting ammonium chloride and zinc oxide at a relatively elevated temperature to form zinc chloride, water vapor, and ammonia gas. The reaction may involve decomposing ammonium chloride and passing the resulting gas mixture over heated or unheated zinc oxide. The reaction may involve heating a mixture of ammonium chloride (which may be, at least initially, at a solid phase) and zinc oxide (which may be at a solid phase) and forming zinc chloride, ammonia gas, and according to Reaction 3. It may be preferred to react a mixture of ammonium chloride and zinc oxide because the solid mixture has been shown to produce reaction products with lower temperature requirement (210° C. for mixture vs. 338° C. for ammonium chloride alone) and lower heat input requirement (+116.33 kJ/mol NH3 for mixture vs. +228.55 kJ/mole NH3 for ammonium chloride alone). An embodiment of the reaction shown in Reaction 3 has been demonstrated in literature in the article ‘Reaction of zinc oxide with ammonium chloride’ by Borisov et al. Borisov et al found the reactants initially form ammonium chlorozincates ((NH4)3ZnCl4) at 150° C., with the evolution of NH3(g) and H2O(g). Borisov et al found the mixture of ammonium chloride and zinc oxide completely converts into products shown in reaction 1 at about 210° C. Borisov et al found a stoichiometric amount of NH3 formed and the presence of zinc did not cause the NH3 to decompose.
It is important to note that zinc oxide may be recycled internally from Reaction 5 to Reaction 3.
It is important to note metals other than or in addition to zinc may be employed, which may include, but are not limited to, one or more or a combination of the following: iron, lead, copper, cobalt, nickel, manganese, chromium, silver, scandium, vanadium, titanium, aluminum, magnesium, calcium, sodium, potassium, Yttrium, Zirconium, Niobium, Molybdenum Technetium, Ruthenium, Rhodium, Palladium, Silver, Cadmium, Hafnium, Tantalum, Tungsten, Rhenium, Osmium, Iridium, Platinum, Gold, Mercury, Rutherfordium, Dubnium, Seaborgium, Bohrium, Hassium, Meitnerium, Ununnilium, Unununium, or Ununbium.
Reaction 4 Further Description and Proof:
Reaction 4 involves reacting zinc chloride with sulfuric acid form zinc sulfate and hydrochloric acid. The enthalpy of Reaction 4 may be strongly exothermic and favorable and sulfuric acid may be a stronger acid than hydrochloric acid. Reaction 4 may require cooling. Said cooling may involve recovering heat. Recovered heat may be employed to facilitate removal or distillation of excess water or separate residual zinc sulfate or zinc chloride from hydrochloric acid. Depending on the concentration of sulfuric acid, zinc chloride may be placed in sufficient water to ensure there is enough water for the product hydrochloric acid to fully dissolve and form hydrochloric acid, as hydrochloric acid may require stoichiometrically more water than sulfuric acid to remain in solution. Alternatively, or additionally, a portion of hydrochloric acid may form as a gas, and may be condensed or recovered or converted into an aqueous solution or a combination thereof. Zinc chloride or zinc sulfate may be present primarily at the solid phase due to, for example, limited amount of relative water and/or the salting-out effects of HCl or H2SO4 in solution. Residual zinc chloride or zinc sulfate may comprise a membrane-based process, a solid membrane, distillation, electrodialysis, ion exchange, crystallization, cryodesalination, freezing desalination, cooling precipitation, precipitation, ‘salting-out’, common-ion effect, or a combination thereof.
Reaction 5 Further Description and Proof:
Reaction 5 involves decomposing zinc sulfate into zinc oxide and sulfur trioxide or sulfur dioxide and O2 or a combination thereof. According to ‘Kinetics of the Thermal Decomposition of Zinc Sulfate’ by Ibanez et al, zinc sulfate decomposes into zinc oxide and sulfur trioxide or sulfur dioxide or O2 or a combination thereof starting at about 920° C. Zinc oxide may be transferred or employed or both to Reaction 3 and sulfur trioxide or sulfur dioxide or O2 or a combination thereof may be employed in Reaction 6.
Reaction 6 Further Description and Proof:
Reaction 6 may involve the formation of sulfuric acid from sulfur trioxide or sulfur oxides which may be converted into sulfur trioxide or sulfuric acid. Reaction 6 is well known in the art to produce sulfuric acid and may be conducted using one or more or a combination of methods for producing sulfuric acid in the art. Reaction 6 is highly exothermic and heat from the reaction may be recovered as, for example, steam. It may be possible to employ heat from Reaction 6 to power a portion of the thermal duty of Reaction 1. Sulfuric acid product may be employed in Reaction 4.
Example Embodiment 3: Carbon Negative Sodium Carbonate and/or Sodium Bicarbonate Production
Background: Sodium carbonate and sodium bicarbonate are produced by either mining or the Solvay process. The Solvay process produces over 75% of the world's sodium carbonate today.
In the Solvay process, ammonia is recovered from the ammonium chloride byproduct by reacting the ammonium chloride with calcium oxide or calcium hydroxide. Both calcium oxide and calcium hydroxide are produced in the very energy and CO2 emission intensive process of calcining, where CaCO3 is heated to an elevated temperature and decomposed into CaO and CO2. Due to the nature of the chemistry of calcining, it emits significant amounts of CO2 not only due to its thermal energy demands (which are generally powered by the burning of coal), but also or mostly due to the CO2 directly released from the decomposition of CaCO3 into CaO and CO2. The resulting calcium chloride byproduct is also generally a waste product, usually disposed by discarding into the ocean.
Summary of Example Embodiments
Some of the example embodiments may comprise a process for producing sodium bicarbonate or sodium carbonate, which may be net CO2 negative (both for producing sodium bicarbonate and/or sodium carbonate), may not calcine calcium carbonate, produces HCl byproduct, may not require an electrolyzer, and/or may be more profitable than the Solvay Process. Example Embodiment 3, for example, may:
-
- Net convert/sequester 304% more CO2 during the production of sodium bicarbonate than the Solvay process (0.834 moles CO2 per mole sodium bicarbonate for Example Embodiment 1 vs. 0.274 moles CO2 per mole sodium bicarbonate for the Solvay process)
- Net convert/sequester 0.334 moles CO2 per mole of sodium carbonate produced in the production of sodium carbonate (Solvay process net emits 0.226 moles of CO2 per mole of sodium carbonate produced [Solvay process net pollutes/emits CO2 during the production of sodium carbonate, does not sequester/convert]).
- Provide 24.8-42.9% more net profit per ton of Sodium Bicarbonate produced than the Solvay process
Calculations for the above CO2 and cost values may be shown in tables herein.
Example Embodiment 3
- 1) NaCl(aq)+NH3(g or aq)+CO2(g or aq)+H2ONaHCO3(s)+NH4Cl(aq)
- 2) At a temperature near or below 10° C., NaCl may possess a greater solubility in water than NH4Cl. Due to, for example, the common-ion effect, adding NaCl to the solution produced in reaction 1 (which may be after NaHCO3(s) separation) at a solution temperature near or below 10° C. may result in the dissolution of NaCl and the precipitation of at least a portion of the NH4Cl(s). The precipitated NH4Cl(s) may be transferred to reaction 3 and the remaining NaCl(aq) solution after NH4Cl(s) precipitate separation may be transferred to reaction 1.
- 3) NH4Cl(s)+½ ZnO(s)NH3(g)+½ ZnCl2(s)+½ H2O(g) (+116.33 kJ/mol of NH3; 210° C.)
- 4) ½ ZnCl2(s)+½ H2SO4(aq)½ ZnSO4(s)+HCl(aq) (−41.5 kJ/mol of NH3)
- 5) ½ ZnSO4(s)½ ZnO(s)+½ SO3(g) (+117.57 kJ/mol of NH3; 920-980° C.)
- Note: ½ ZnSO4(s)½ ZnO(s)+½ SO2(g)+¼O2 (g) (Alternative Reaction; if desired O2 may be reacted with SO2 to produce SO3 before reaction ‘(6)’ using, if desired, a catalyst)
- 6) ½ SO3(g)+½ H2O (l)½ H2SO4(1) (−85 kJ/mol of NH3, can be utilized to produce steam or heat produced may supplement heat requirements of reaction ‘(3)’, although this heat recovery not required and, for purposes of being conservative, the heat recovery is not included in energy consumption calculations)
| Inputs | Outputs | |
| NaCl | NaHCO3 | |
| CO2 | HCl | |
| Heat | HCl(aq) | |
| H2O | ||
Reaction 1 Further Description and Proof:
Reaction 1 may comprise the first reaction of the Solvay process and the Hou Debang modified Solvay process.
Reaction 2 Further Description and Proof:
Reaction 2 may employ the Hou Debang process method for precipitation of NH4Cl.
Reaction 3 Further Description and Proof:
Reaction 3 may involve reacting ammonium chloride and zinc oxide at a relatively elevated temperature to form zinc chloride, water vapor, and ammonia gas. The reaction may involve decomposing ammonium chloride and passing the gas mixture over heated or unheated zinc oxide. The reaction may involve heating a mixture of ammonium chloride and zinc oxide and forming zinc chloride and ammonia according to Reaction 3. It may be preferred to react a mixture of ammonium chloride and zinc oxide because the solid mixture has been shown to produce reaction products with lower temperature requirement (210° C. for mixture vs. 338° C. for ammonium chloride alone) and lower heat input requirement (+116.33 kJ/mol NH3 for mixture vs. +228.55 kJ/mole NH3 for ammonium chloride alone). The reaction shown in reaction 3 has been demonstrated in literature in the article ‘Reaction of Zinc Chloride with Zinc Oxide’ by Borisov et al. Borisov et al found the reactants initially form ammonium chlorozincates ((NH4)3ZnCl4) at 150° C., with the evolution of NH3(g) and H2O(g). Borisov et al found the mixture of ammonium chloride and zinc oxide completely converts into products shown in reaction 3 at about 210° C. Borisov et al found a stoichiometric amount of NH3 formed and the presence of zinc did not cause the NH3 to decompose.
It is important to note that zinc oxide may be recycled internally from Reaction 3.
It is important to note metals other than or in addition to zinc may be employed, which may include, but are not limited to, one or more or a combination of the following: iron, lead, copper, cobalt, nickel, manganese, chromium, silver, scandium, vanadium, titanium, aluminum, magnesium, calcium, sodium, potassium, Yttrium, Zirconium, Niobium, Molybdenum Technetium, Ruthenium, Rhodium, Palladium, Silver, Cadmium, Hafnium, Tantalum, Tungsten, Rhenium, Osmium, Iridium, Platinum, Gold, Mercury, Rutherfordium, Dubnium, Seaborgium, Bohrium, Hassium, Meitnerium, Ununnilium, Unununium, or Ununbium.
Reaction 4 Further Description and Proof:
Reaction 4 involves reacting zinc chloride with sulfuric acid form zinc sulfate and hydrochloric acid. The enthalpy of Reaction 4 may be strongly exothermic and favorable and sulfuric acid may be a stronger acid than hydrochloric acid. Reaction 4 may require cooling. Said cooling may involve recovering heat. Recovered heat may be employed to facilitate removal or distillation of excess water or separate residual zinc sulfate or zinc chloride from hydrochloric acid. Depending on the concentration of sulfuric acid, zinc chloride may be placed in sufficient water to ensure there is enough water for the product hydrochloric acid to fully dissolve and form hydrochloric acid, as hydrochloric acid may require stoichiometrically more water than sulfuric acid to remain in solution. Alternatively, or additionally, a portion of hydrochloric acid may form as a gas, and may be condensed or recovered or converted into an aqueous solution or a combination thereof. Zinc chloride or zinc sulfate may be present primarily at the solid phase due to, for example, limited amount of relative water and/or the salting-out effects of HCl or H2SO4 in solution. Residual zinc chloride or zinc sulfate may comprise a membrane-based process, a solid membrane, distillation, electrodialysis, ion exchange, crystallization, cryodesalination, freezing desalination, cooling precipitation, precipitation, ‘salting-out’, common-ion effect, or a combination thereof.
Reaction 5 Further Description and Proof:
Reaction 5 involves decomposing zinc sulfate into zinc oxide and sulfur trioxide or sulfur dioxide and O2 or both. According to ‘Kinetics of the Thermal Decomposition of Zinc Sulfate’ by Ibanez et al, zinc sulfate decomposes into zinc oxide and sulfur trioxide or sulfur dioxide or O2 or a combination thereof starting at about 920° C. Zinc oxide may be transferred or employed or both to Reaction 3 and sulfur trioxide or sulfur dioxide or O2 or a combination thereof may be employed in Reaction 6.
Reaction 6 Further Description and Proof:
Reaction 6 may involve the formation of sulfuric acid from sulfur trioxide or sulfur oxides which may be converted into sulfur trioxide or sulfuric acid. Reaction 6 is well known in industry to produce sulfuric acid and may be conducted using one or more or a combination of methods for producing sulfuric acid in the art. Reaction 6 is highly exothermic and heat from the reaction may be recovered as, for example, steam. It may be possible to employ heat from Reaction 6 to power a portion of the thermal duty of Reaction 1. Sulfuric acid product may be employed in Reaction 4.
Comparison of Example Embodiment 3 to Process Involving Recovering Ammonia with Calcium Oxide—Energy Balance, CO2 Emissions Balance, and Value of Byproducts
Energy Consumption:
| Comparison of Heat Input Requirements between |
| Process for Regenerating NH3 | |
| from NH4Cl with CaO | Example Embodiment 3 |
| ½ CaCO3 ½ CaO + ½ CO2 | Reaction 3: |
| (+89 kJ/mol NH3; 825° C.) | NH4C1(s) + ½ ZnO(s) NH3(g) + |
| ½ ZnCl2(s) + ½ H2O(g) (+116.33 kJ/ | |
| mol of NH3; 210° C.) | |
| Reaction 5: | |
| ½ ZnSO4(s) ½ ZnO(s) + ½ | |
| SO3(g) (+117.57 kJ/mol of NH3; | |
| 920-980° C.) | |
| Total: 89 kJ/mol NH3 | Total without Heat Recovery from |
| Reaction 6: 233 kJ/mol NH3 | |
| Total with Heat Recovery from | |
| Reaction 6: 148 kJ/mol NH3 | |
| Note: Using recovered heat may be | |
| possible because of the relatively | |
| low required temperature of Reaction 3. | |
| Steam Quality Heat Production - Sufficiently High Temperature |
| Heat for Useful Steam Production Comparison |
| Process for Regenerating NH3 | |
| from NH4Cl with CaO | Example Embodiment 3 |
| ½ CaO + ½ H2O ½ Ca(OH)2 | Reaction 6: |
| (−31.85 kJ/mol of NH3) | ½ SO3(g) + ½ H2O(l) ½ |
| H2SO4(l) (−85 kJ/mol of NH3 | |
| Total: −31.85 kJ/mol NH3 (although | Total: −85 kJ/mole NH3 |
| heat is not usable for calcination | Note: Using recovered heat may be |
| as it is significantly lower | possible because of the relatively |
| temperature) | low required temperature of |
| Reaction 3. | |
CO2 Emissions:
Note: CO2 emissions savings/net CO2 sequestration is not due to fuel switching.
| CO2 Emissions Production Comparison (Note: Both |
| Processes Consume the Same About of CO2 in their |
| Products, so Focus of Table is on Reactants) |
| Process for Regenerating NH3 | |
| from NH4Cl with CaO | Example Embodiment 3 |
| Calcination Non-Heat Emissions: | Heat Emissions using Natural Gas |
| ½ CaCO3 ½ CaO + ½ CO2 | without Heat Recovery from |
| (½ mole of CO2 per mole NH3) | Reaction 6: |
| Calcination Heat Emissions: | 0.261 CH4 + 0.261 O2 0.261 |
| 0.226 C + 0.226 O2 0.226 | CO2 + 0.261 H2O (−233 kJ heat; |
| CO2 (−89 kJ heat; 0.226 moles | 0.261 mole of CO2 per mole NH3) |
| of CO2 per mole NH3) | Heat Emissions using Natural Gas |
| with Heat Recovery from Reaction | |
| 6: | |
| 0.166 CH4 + 0.166 O2 0.166 | |
| CO2 + 0.166 H2O (−148 kJ heat; | |
| 0.166 mole of CO2 per mole NH3) | |
| Total: 0.726 mole CO2 per | Total without Heat Recovery from |
| mole NH3 | Reaction 6: |
| 0.261 mole CO2 per mole NH3 (64% | |
| less CO2 emissions than Solvay | |
| Process) | |
| Total with Heat Recovery from | |
| Reaction 6: | |
| 0.166 mole CO2 per mole NH3 (77% | |
| less CO2 emissions than Solvay | |
| Process) | |
| Net CO2 Emissions Comparison (Production of Sodium Bicarbonate) |
| Process for Regenerating NH3 | ||
| Type | from NH4Cl with CaO | Example Embodiment 3 |
| CO2 | Calcination Non-Heat Emissions: | Heat Emissions using Natural Gas or |
| Emissions | ½ CaCO3 ½ CaO + ½ CO2 (½ | Flare Gas without Heat Recovery |
| Production | mole of CO2 per mole NH3) | from Reaction 6: |
| Calcination Heat Emissions: | 0.261 CH4 + 0.261 O2 0.261 CO2 + | |
| 0.226 C + 0.226 O2 0.226 CO2 (−89 | 0.261 H2O (−233 kJ heat; 0.261 mole of | |
| kJ heat; 0.226 moles of CO2 per mole | CO2 per mole NH3) | |
| NH3) | Total: 0.261 mole of CO2 per mole | |
| Total: 0.726 mole CO2 per mole NH3 | NH3 | |
| Or: | ||
| Heat Emissions using Natural Gas or | ||
| Flare Gas with Heat Recovery from | ||
| Reaction 6: | ||
| 0.166 CH4 + 0.166 O2 0.166 CO2 + | ||
| 0.166 H2O (−148 kJ heat; 0.166 mole of | ||
| CO2 per mole NH3) | ||
| Total: 0.166 mole of CO2 per mole | ||
| NH3 | ||
| CO2 | NaCl(aq) + NH3(g or aq) + CO2(g or | NaCl(aq) + NH3(g or aq) + CO2(g or |
| Emissions | aq) + H2O NaHCO3(s) + | aq) + H2O NaHCO3(s) + |
| Consumption | NH4Cl(aq) | NH4Cl(aq) |
| Total: 1 mole CO2 per mole NH3 | Total: 1 mole CO2 per mole NH3 | |
| Total Net CO2 | (0.726 mole CO2 produced) − (1 mole | (0.261 mole CO2 produced) − (1 mole |
| (End-to-End | CO2 consumed) = −0.274 moles CO2 | CO2 consumed) = −0.739 moles CO2 |
| Emissions or | Total: Net sequesters 0.274 mole | Total: Net sequesters 0.739 mole |
| Sequestration) | CO2 per mole NH3 internally recycled | CO2 per mole NH3 internally recycled |
| or per mole Sodium | or per mole Sodium (270% more CO2 | |
| sequestered than Solvay Process) | ||
| Or: | ||
| (0.166 mole CO2 produced) − (1 mole | ||
| CO2 consumed) = −0.834 moles CO2 | ||
| Total: Net sequesters 0.834 mole | ||
| CO2 per mole NH3 internally recycled | ||
| or per mole Sodium (304% more than | ||
| Solvay Process) | ||
| Net CO2 Emissions Comparison (Production of Sodium Carbonate) |
| Process for Regenerating NH3 from | ||
| Type | NH4Cl with CaO | Example Embodiment 3 |
| CO2 | Calcination Non-Heat Emissions: | Heat Emissions using Natural Gas or |
| Emissions | ½ CaCO3 ½ CaO + ½ CO2 (½ mole | Flare Gas without Heat Recovery |
| Production | of CO2 per mole NH3) | from Reaction 6: |
| Calcination Heat Emissions: | 0.261 CH4 + 0.261 O2 0.261 CO2 + | |
| 0.226 C + 0.226 O2 0.226 CO2 (−89 | 0.261 H2O (−233 kJ heat; 0.261 mole of | |
| kJ heat; 0.226 moles of CO2 per mole | CO2 per mole NH3) | |
| NH3) | Decomposition of Sodium | |
| Decomposition of Sodium | Bicarbonate to Sodium Carbonate: | |
| Bicarbonate to Sodium Carbonate: | NaHCO3 ½ Na2CO3 + ½ CO2 + ½ | |
| NaHCO3 ½ Na2CO3 + ½ CO2 + ½ | H2O | |
| H2O | Total: 0.761 mole of CO2 per mole | |
| Total: 1.226 mole CO2 per mole NH3 | NH3 | |
| Or: | ||
| Heat Emissions using Natural Gas or | ||
| Flare Gas with Heat Recovery from | ||
| Reaction 6: | ||
| 0.166 CH4 + 0.166 O2 0.166 CO2 + | ||
| 0.166 H2O (−148 kJ heat; 0.166 mole of | ||
| CO2 per mole NH3) | ||
| Total: 0.666 mole of CO2 per mole | ||
| NH3 | ||
| CO2 | NaCl(aq) + NH3(g or aq) + CO2(g or | NaCl(aq) + NH3(g or aq) + CO2(g or |
| Emissions | aq) + H2O NaHCO3(s) + | aq) + H2O NaHCO3(s) + |
| Consumption | NH4Cl(aq) | NH4Cl(aq) |
| Total: 1 mole CO2 per mole NH3 | Total: 1 mole CO2 per mole NH3 | |
| Total Net CO2 | (1.226 mole CO2 produced) − (1 mole | (0.761 mole CO2 produced) − (1 mole |
| (End-to-End | CO2 consumed) = 0.226 moles CO2 | CO2 consumed) = −0.239 moles CO2 |
| Emissions or | Total: Net emits 0.226 mole CO2 per | Total: Net sequesters 0.239 mole |
| Sequestration) | mole NH3 internally recycled or per | CO2 per mole NH3 internally recycled |
| mole Sodium | or per mole Sodium (Substantially net | |
| sequesters CO2, while Solvay process | ||
| net emits CO2) | ||
| Or: | ||
| (0.666 mole CO2 produced) − (1 mole | ||
| CO2 consumed) = −0.334 moles CO2 | ||
| Total: Net sequesters 0.334 mole | ||
| CO2 per mole NH3 internally recycled | ||
| or per mole Sodium (Substantially net | ||
| sequesters CO2, while Solvay process | ||
| net emits CO2) | ||
Value of Byproducts (Table):
| Value of Byproducts (Sodium Bicarbonate) |
| Process for Regenerating NH3 from | ||
| NH4Cl with CaO | Example Embodiment 3 | |
| Inputs | Sodium Chloride: 1 metric ton | Sodium Chloride: 1 metric ton required; |
| required; $40 per metric ton; $40 total | $40 per metric ton; $40 total | |
| CO2: Assumed to come from flue gas | CO2: Assumed to come from flue gas or | |
| or other low value source | other low value source | |
| Calcium Carbonate: 0.85632 metric | Natural Gas: 0.072326 metric ton | |
| ton required; $50 per metric ton; | required; $115.88 per metric ton ($2.17 | |
| $42.816 total | per MMBtu); $8.38 total | |
| Coal: 0.046443 metric ton required; | Water: 0.3089 metric ton required; $0.30 | |
| $48.05 per metric ton; $2.232 total | per metric ton; $0.093 total | |
| Water: 0.3089 metric ton required; | Total Input Cost: $48.47 | |
| $0.30 per metric ton; $0.093 total | Note: Natural Gas Heat Requirement | |
| Total Input Cost: $85.141 | Assumes No Heat Recovery from | |
| Reaction 6 in Embodiment 1 for a | ||
| conservative estimate. | ||
| Outputs | Sodium Bicarbonate: 1.43749 metric | Sodium Bicarbonate: 1.43749 metric ton |
| ton produced; $250 per metric ton; | produced; $250 per metric ton; $359.37 | |
| $359.37 total | total | |
| Calcium Chloride: 0.94952 metric ton | Hydrochloric Acid: 0.62389 metric ton | |
| produced; $42 per metric ton; $39.88 | produced; $130 per metric ton; $81.10 | |
| total | total | |
| Total Output Value: $399.25 | Total Output Value: $440.47 | |
| Note: Calcium chloride is typically a | ||
| waste product and not sold. The | ||
| commodity Calcium Chloride price | ||
| for deicing roads is used, although this | ||
| may be assigning too much value to | ||
| Calcium Chloride. | ||
| Net Value | Total Net Value per Ton of NaCl: | Total Net Value per Ton of NaCl: |
| $314.11 | $392.00 (24.8% more OPEX profit | |
| than Solvay Process) | ||
Example Exemplary Embodiments
- 1. A process for producing separated ammonia and hydrochloric acid from ammonium chloride comprising:
- Reacting ammonium chloride with zinc oxide, forming zinc chloride, gaseous ammonia, and gaseous water vapor
- Reacting zinc chloride with sulfuric acid, forming zinc sulfate and hydrochloric acid Thermally decomposing zinc sulfate to produce zinc oxide
- 2. The process of embodiment 1 wherein the thermal decomposing of zinc sulfate produces zinc oxide, sulfur dioxide, diatomic oxygen, or sulfur trioxide, or a combination thereof
- 3. The process of embodiment 2 wherein the sulfur dioxide is further reacted with diatomic oxygen to produce sulfur trioxide
- 4. The process of embodiment 2 wherein said sulfur dioxide, diatomic oxygen, or sulfur trioxide, or a combination thereof are reacted with water to form sulfuric acid
- 5. The process of embodiment 4 wherein said formed sulfuric acid is reacted with zinc chloride in the process
- 6. The process of embodiment 1 wherein gaseous water vapor is condensed
- 7. The process of embodiment 1 wherein gaseous ammonia and gaseous water vapor are condensed
- 8. The process of embodiment 1 wherein at least a portion of zinc chloride, zinc sulfate, or both are at a solid phase
- 9. The process of embodiment 1 wherein at least a portion of sulfuric acid, hydrochloric acid, or both are at a liquid phase
- 10. The process of embodiment 1 wherein at least a portion of solid zinc sulfate is separated from at least a portion liquid hydrochloric acid
- 11. The process of embodiment 1 wherein residual dissolved zinc sulfate, or residual dissolved zinc chloride, or a combination thereof are separated from hydrochloric acid
- 12. The process of embodiment 11 wherein said separating comprises a membrane based process, a solid membrane, distillation, electrodialysis, ion exchange, crystallization, precipitation, ‘salting-out’, common-ion effect, or a combination thereof
- 13. The process of embodiment 1 wherein said reacting ammonium chloride with zinc oxide comprises heating a mixture of solid ammonium chloride and solid zinc oxide to a temperature greater than 200° C.
- 14. The process of embodiment 1 wherein said reacting ammonium chloride with zinc oxide comprises heating a mixture of solid ammonium chloride and solid zinc oxide to a temperature greater than 250° C.
- 15. The process of embodiment 1 wherein said reacting ammonium chloride with zinc oxide comprises contacting a gaseous mixture of ammonia and hydrochloric acid with zinc oxide at a temperature greater than 200° C.
- 16. The process of embodiment 1 wherein said reacting ammonium chloride with zinc oxide comprises contacting a gaseous mixture of ammonia and hydrochloric acid with zinc oxide at a temperature greater than or equal to 338° C.
- 17. The process of embodiment 1 wherein said reacting ammonium chloride with zinc oxide is conducted in a low diatomic oxygen environment
- 18. The process of embodiment 17 wherein low oxygen comprises a diatomic oxygen concentration less than 1 percent by volume
- 19. The process of embodiment 1 wherein the ammonium chloride is sourced from a process for producing sodium bicarbonate or sodium carbonate
- 20. The process of embodiment 1 wherein the ammonia, water, or a combination thereof is returned to a process for producing sodium bicarbonate or sodium carbonate
- 21. A process for producing sodium bicarbonate or sodium carbonate from sodium chloride comprising:
- Reacting sodium chloride with ammonia, carbon dioxide, and water to form sodium bicarbonate and ammonium chloride
- Reacting ammonium chloride with zinc oxide, forming zinc chloride, gaseous ammonia, and gaseous water vapor
- Reacting zinc chloride with sulfuric acid, forming zinc sulfate and hydrochloric acid Decomposing zinc sulfate to produce zinc oxide
- 22. The process of embodiment 21 wherein decomposing zinc sulfate further comprises forming sulfur dioxide, or diatomic oxygen, or sulfur trioxide, or a combination thereof
- 23. The process of embodiment 22 wherein said sulfur dioxide, or diatomic oxygen, or sulfur trioxide, or a combination thereof are reacted with water to produce sulfuric acid
- 24. The process of embodiment 23 wherein said sulfuric acid is employed in a reacting step of
- 25. The process of embodiment 21 wherein said sodium bicarbonate is decomposed into sodium carbonate or sodium sesquicarbonate and carbon dioxide
- 26. The process of embodiment 25 wherein at least a portion of said carbon dioxide is employed in a reacting step of embodiment 21
- 27. The process of embodiment 21 wherein said gaseous ammonia, gaseous water vapor, or both are recirculated to or employed in a preceding reacting step in embodiment 21
- 28. The process of embodiment 21 wherein said sodium bicarbonate is dissolved in the ocean for carbon sequestration, or reef restoration, or coral restoration, or a combination thereof
- 29. The process of embodiment 25 wherein said sodium carbonate or sodium sesquicarbonate is dissolved in the ocean for carbon sequestration, or reef restoration, or coral restoration, or increasing dissolved carbonate ion concentration, or a combination thereof
- 30. The process of embodiment 21 wherein said carbon dioxide comprises carbon dioxide captured from one or more or a combination of emissions sources
Calcium Oxide Production without Calcining Calcium Carbonate
Background: Calcium oxide is an essential component of cement and quicklime. It is produced in excess of 300 million tons per year for use in quicklime and produced in excess of 2 billion tons per year for use in the production of cement. Calcium oxide is currently produced using the highly CO2 emitting and energy intensive process of calcining calcium carbonate, which involves heating calcium carbonate to an elevated temperature and decomposing calcium carbonate into calcium oxide and carbon dioxide. Due to the nature of the chemistry of calcining calcium carbonate, it emits significant amounts of CO2 not only due to its thermal energy demands (which are generally powered by the burning of coal), but also or mostly due to the CO2 directly released from the decomposition of CaCO3 into CaO and CO2. Calcining CaCO3 comprises over 8% of global anthropogenic CO2 emissions.
Summary of Example Embodiments: Example embodiments may involve producing calcium oxide during the production of phosphoric acid from calcium phosphate. Example embodiments may enable the production of calcium oxide without the calcining of calcium carbonate and while producing valuable phosphoric acid.
Example Embodiment 1
- 1) Ca3(PO4)2+6HNO3+12H2O2H3PO4+3Ca(NO3)2+12H2O
- 2) 2H3PO4+3Ca(NO3)2+12H2O2H3PO4+3Ca(NO3)2.4H2O(s) (may be cooled to near or below 0° C. during or after reaction)
- 3) 3Ca(NO3)2.4H2O(s)3CaO(s)+12H2O(g)+6NO2(g)+1.5O2(g)
- 4) 6NO2(g)+1.5O2(g)+3H2O(l)6HNO3(l or aq)
| Inputs | Outputs | |
| Ca3(PO4)2 | 3CaO | |
| Heat | 2 H3PO4 | |
| H2O | H2O (although may not be chemically | |
| produced, there may be net production or | ||
| absorption of H2O) | ||
Reaction 1 and 2 Further Description and Proof:
Reactions 1 and 2 may involve the first two reactions or steps of the Odda Process or the Nitrophosphate Process.
Reaction 3 Further Description and Proof:
Reaction 3 may involve the thermal decomposition of calcium nitrate or hydrates of calcium nitrate or both or a combination thereof. According to a research paper on the thermal decomposition of calcium nitrate, ‘A kinetic and mechanistic study of the thermal decomposition of calcium nitrate’ by Ettarh et al, calcium nitrate melts and simultaneously decomposes in a temperature range around 562° C., proceeding to form the reaction products described in reaction 3.
The resulting calcium oxide may be employed for applications of calcium oxide and may comprise a valuable byproduct. The nitrogen oxides and oxygen produced may be employed, for example, in reaction 4 to produce nitric acid, which may be recycled internally.
Reaction 4 Further Description and Proof:
Reaction 4 may involve forming nitric acid from nitrogen oxides, oxygen, and water. The nitrogen oxides and oxygen may form internally (for example: reaction 3) and the resulting nitric acid may be recycled or used internally (for example: reaction 1). The process for nitric acid production may be simplified in reaction 4. For example, nitrogen monoxide is often produced and must be oxidized to nitrogen dioxide and re-introduced to water. The steps involved with producing nitric acid from nitric oxides may follow steps and procedures known in the art for nitric acid production, such as the steps and procedures performed by the Ostwald Process. The production of nitric acid from nitrogen oxides and water may be highly exothermic and heat may be recovered from said reaction and utilized internally or externally in other processes or both.
Further Notes:
Note: Any excess water may be removed from system. Similarly, water may be added to the system if desired. Water removal may be conducted by for example, including, but not limited to, one or more or a combination of the following: forward osmosis, decanter, separatory funnel, coalescer, centrifuge, filter, switchable solvent, cyclone, semi-permeable membrane, nanofiltration, organic solvent nanofiltration, reverse osmosis, ultrafiltration, microfiltration, hot nanofiltration, hot ultrafiltration, distillation, membrane distillation, flash distillation, multi-effect distillation, mechanical vapor compression distillation, or hybrid systems.
Note: Sodium Bicarbonate may be decomposed to form Sodium Carbonate, Sodium hydroxide, Sodium Sesquicarbonate, or a combination thereof, or other sodium—carbon dioxide or sodium bicarbonate derivative chemicals.
Note: Separation Devices may include, but are not limited to, one or more or a combination of the following: decanter, separatory funnel, coalescer, centrifuge, filter, switchable solvent, cyclone, semi-permeable membrane, nanofiltration, organic solvent nanofiltration, reverse osmosis, ultrafiltration, microfiltration, hot nanofiltration, hot ultrafiltration, distillation, membrane distillation, flash distillation, multi-effect distillation, mechanical vapor compression distillation, or hybrid systems
Note: The temperature of recovered heat may be increased using a heat pump or a refrigeration cycle, if, for example, higher temperature heat is required for one or more process steps or one or more applications. For example, if recovered heat is in the form of steam, said steam may be compressed to a greater pressure, which may enable said steam to condense at a higher temperature and/or supply higher temperature heat.
Note: Heat sources may include, but are not limited to, one or more or a combination of the following: flare gas heat, natural gas combustion, nuclear heat, Waste Heat, Ambient Temperature Changes, Diurnal Temperature Variation, Thermocline liquid body, thermocline solid body, thermocline gaseous body, Thermocline of a water body, halocline, heat pump, solar thermal, solar thermal pond, light, electricity, steam, combustion, compression, pressure increase, geothermal, radiative heat, condensation, exothermic dissolution, exothermic precipitation, exothermic formation of more liquid phases, exothermic formation of less liquid phases, exothermic phase change, or other heat sources described herein.
Note: Systems and methods described herein may be batch, semi-batch, or continuous, or a combination thereof.
Note: Metals other than or in addition to zinc may be employed, which may include, but are not limited to, one or more or a combination of the following: iron, lead, copper, cobalt, nickel, manganese, chromium, silver, scandium, vanadium, titanium, aluminum, magnesium, calcium, sodium, potassium, Yttrium, Zirconium, Niobium, Molybdenum Technetium, Ruthenium, Rhodium, Palladium, Silver, Cadmium, Hafnium, Tantalum, Tungsten, Rhenium, Osmium, Iridium, Platinum, Gold, Mercury, Rutherfordium, Dubnium, Seaborgium, Bohrium, Hassium, Meitnerium, Ununnilium, Unununium, or Ununbium.
Note: Reactions or systems and methods, steps, or a combination thereof herein may comprise a batch, semi-batch, semi-continuous, continuous stirred reactor (CSTR), continuous, or a combination thereof.
Note: The dissolution of calcium chloride in one or more embodiments may pre-heat or provide supplemental heating to an ammonium chloride—lean aqueous solution. Said dissolution and/or resulting pre-heating may occur before a solution comprising calcium chloride and ammonium chloride is reacted with ammonium sulfate. Calcium chloride dissolution is generally exothermic and said exothermic dissolution may provide at least a portion of the heat required to ensure the solution is at a sufficiently high temperature before reaction with ammonium sulfate. A sufficiently high temperature may be beneficial, as a greater temperature may enable greater solubility of ammonium chloride and/or ammonium sulfate during the reaction. A sufficiently high temperature may enable ammonium chloride to remain dissolved during the reaction between calcium chloride and ammonium sulfate, which may enable the formation of a precipitate comprising mostly or entirely calcium sulfate. A sufficiently high temperature may enable ammonium chloride to remain dissolved during the reaction between calcium chloride and ammonium sulfate (which forms additional ammonium chloride as a product), which may enable the formation of a precipitate comprising mostly or entirely calcium sulfate. After separation of calcium sulfate precipitate, the remaining solution may be rich in ammonium chloride(aq) and may be cooled to precipitate a portion of ammonium chloride(s). After the ammonium chloride precipitate is separated, the remaining solution may comprise ammonium chloride—lean aqueous solution and may be employed to the first step.
Note: Depending on the operating conditions, phases of inputs, concentrations, or a combination thereof, heating or cooling or both may be required in one or more or a combination of the steps or parts of one or more or a combination of embodiments.
Note: The present invention may employ other carbonate or bicarbonate salts as feedstocks, which may include, but are not limited to, sodium and potassium carbonates or bicarbonates.
Note: May employ materials compatible with one or more or a combination of the following: SO2, CO2, or H2O or one or more of the fuels (if any) employed in heating and/or their combustion products. It may be desirable for said materials to be compatible at temperature ranges which the materials will be operating
Note: Advantageous, the present invention does not require an air separation unit or post-combustion CO2 capture to produce pure CO2. Also advantageously, pure CO2 may be produced at a high pressure and/or relatively low temperature and/or with relatively low water vapor concentration.
Note: It may be desirable for the CaCO3 or SO2 or CaSO3 or CaO or a combination thereof in an oxygen-free or very low oxygen environment. An oxygen-free or very low oxygen environment may, for example, prevent the oxidation of SO2 or CaSO3 or other SO3 salt into a SO4 salt.
Note: The present invention may be employed to regenerate CaO from CaCO3 or similar carbonate or bicarbonate molecules in a CO2 capture process. For example, the present invention may be employed in a device to capture CO2 from the air.
Note: The SO2 may be substituted with nitric acid (HNO3). Ca(NO3)2 (which may be a resulting byproduct) can be thermally decomposed in a similar manner to CaSO3 to form CaO and NOx or O2 or NO2 or NO or a combination thereof. NOx, NO2, or NO may be converted back into nitric acid through reaction with water in, for example, the NOx+O2 and NOx+H2O reaction steps of the Ostwald process, regenerating the nitric acid in the present embodiment. Advantageously, Ca(NO3)2 does not oxidize in the presence of O2, which may enable the process to operate in an environment with the presence of O2, if desired.
Note: The carrier gas may comprise a reactive gas if desired. For example, steam may be employed as a carrier gas. Advantageously, steam may condense following calcination and the heat generated may be recoverable and the heat generated may exceed initial heat input to generate steam due to, for example, the exothermic dissolution of SO2 in the condensed steam (water) and/or the exothermic reaction of H2O with CaO to produce calcium hydroxide. It is important to note that calcium hydroxide may be a byproduct of this version of the present invention.
Note: Any excess water may be removed from system. Similarly, water may be added to the system if desired. Water removal may be conducted by for example, including, but not limited to, one or more or a combination of the following: forward osmosis, decanter, separatory funnel, coalescer, centrifuge, filter, switchable solvent, cyclone, semi-permeable membrane, nanofiltration, organic solvent nanofiltration, reverse osmosis, ultrafiltration, microfiltration, hot nanofiltration, hot ultrafiltration, distillation, membrane distillation, flash distillation, multi-effect distillation, mechanical vapor compression distillation, or hybrid systems.
Note: Sodium salts may be employed. Sodium Bicarbonate may be decomposed to form Sodium Carbonate, Sodium hydroxide, Sodium Sesquicarbonate, or a combination thereof, or other sodium—carbon dioxide or sodium bicarbonate derivative chemicals.
Note: Separation Devices may include, but are not limited to, one or more or a combination of the following: decanter, separatory funnel, coalescer, centrifuge, filter, switchable solvent, cyclone, semi-permeable membrane, nanofiltration, organic solvent nanofiltration, reverse osmosis, ultrafiltration, microfiltration, hot nanofiltration, hot ultrafiltration, distillation, membrane distillation, flash distillation, multi-effect distillation, mechanical vapor compression distillation, or hybrid systems
Note: Heat sources may include, but are not limited to, one or more or a combination of the following: flare gas heat, natural gas combustion, nuclear heat, Waste Heat, Ambient Temperature Changes, Diurnal Temperature Variation, Thermocline liquid body, thermocline solid body, thermocline gaseous body, Thermocline of a water body, halocline, heat pump, solar thermal, solar thermal pond, light, electricity, steam, combustion, compression, pressure increase, geothermal, radiative heat, condensation, exothermic dissolution, exothermic precipitation, exothermic formation of more liquid phases, exothermic formation of less liquid phases, exothermic phase change, or other heat sources described herein.
Note: Systems and methods described herein may be batch, semi-batch, or continuous, or a combination thereof.
Note: Sodium bicarbonate may be thermally decomposed into at least a portion carbon dioxide to, for example, produce sodium carbonate or sodium sesquicarbonate. Said carbon dioxide may be recycled internally, for example, to a carbon dioxide absorption step. Said carbon dioxide, may improve absorption characteristics including, but not limited to, one or more or a combination of the following: absorption rate, maximum carbon dioxide loading, absorption capacity, solution carrying capacity, sodium bicarbonate recovery yield, sodium bicarbonate recovery rate, or sodium bicarbonate recovery rate per a unit volume or mass of solution. Said carbon dioxide may increase the concentration of carbon dioxide in one or more or a combination of parts of the system, for example, which may be related, including, but not limited to, one or more or a combination of the following: carbon dioxide solutions, carbon dioxide gases, carbon dioxide absorption, bicarbonate salts, salts.
Note: Solutions may be passed or cycled or recycled or recirculated through a step more than once. Said ‘passed or cycled or recycled or recirculated’ may be conducted before, for example, proceeding to a next step. Said solutions may comprise, for example, absorption solutions or solutions undergoing precipitation.
Note: Magnesium chloride may be an input in the system. For example, magnesium chloride may be employed in addition to or instead of calcium chloride in one or more or a combination of the embodiments.
Note: One or more or a combination of the embodiments described herein may be employed as a net carbon dioxide emission negative method for permanently or semi-permanently sequestering carbon dioxide. For example, the sodium bicarbonate, or sodium sesquicarbonate, or sodium carbonate or a combination thereof produced by one or more embodiments may be dissolved in the ocean. Adding net carbon dioxide emission negative sodium bicarbonate, or sodium sesquicarbonate, or sodium carbonate or a combination thereof to the ocean may have multiple benefits, which may include, but are not limited to, one or more or a combination of the following: permanent or semi-permanent sequestration of carbon dioxide in the ocean; increasing the pH of ocean water; increasing the concentration of carbonate ions in the ocean; buffering ocean acidification, restoring coral reefs; restoring marine life; local rejuvenation of marine life; local rejuvenation of coral; rejuvenation of coral.
Note: To ensure full mixing of ammonium chloride and zinc oxide, aqueous ammonium chloride may be mixed with finely ground or dispersed solid zinc oxide. Water may be evaporated or distilled from said aqueous ammonium chloride while said aqueous ammonium chloride is in contact with said zinc oxide, which may result in the formation of a relatively evenly distributed mixture of ammonium chloride and zinc oxide.
Note: ‘Chloride’ may be provides as an example anion. Other anions may be employed. For example, other halogens may be employed in addition to or instead of chloride or chlorine, which may include, but are not limited to, one or more or a combination of the following: fluoride or fluorine, bromide or bromine, or iodide or iodine.
Note: Cooling and/or heating may be conducted at addition or different temperatures and/or at additional or different locations than described herein.
Note: Any excess water may be removed from system. Similarly, water may be added to the system if desired. Water removal may be conducted by for example, including, but not limited to, one or more or a combination of the following: forward osmosis, decanter, separatory funnel, coalescer, centrifuge, filter, switchable solvent, cyclone, semi-permeable membrane, nanofiltration, organic solvent nanofiltration, reverse osmosis, ultrafiltration, microfiltration, hot nanofiltration, hot ultrafiltration, distillation, membrane distillation, flash distillation, multi-effect distillation, mechanical vapor compression distillation, or hybrid systems.
Note: Sodium salts may be employed. Sodium Bicarbonate may be decomposed to form Sodium Carbonate, Sodium hydroxide, Sodium Sesquicarbonate, or a combination thereof, or other sodium—carbon dioxide or sodium bicarbonate derivative chemicals.
Note: Separation Devices may include, but are not limited to, one or more or a combination of the following: decanter, separatory funnel, coalescer, centrifuge, filter, switchable solvent, cyclone, semi-permeable membrane, nanofiltration, organic solvent nanofiltration, reverse osmosis, ultrafiltration, microfiltration, hot nanofiltration, hot ultrafiltration, distillation, membrane distillation, flash distillation, multi-effect distillation, mechanical vapor compression distillation, or hybrid systems, freezing desalination, cryodesalination
Note: Heat sources may include, but are not limited to, one or more or a combination of the following: flare gas heat, natural gas combustion, nuclear heat, Waste Heat, Ambient Temperature Changes, Diurnal Temperature Variation, Thermocline liquid body, thermocline solid body, thermocline gaseous body, Thermocline of a water body, halocline, heat pump, solar thermal, solar thermal pond, light, electricity, steam, combustion, compression, pressure increase, geothermal, radiative heat, condensation, exothermic dissolution, exothermic precipitation, exothermic formation of more liquid phases, exothermic formation of less liquid phases, exothermic phase change, or other heat sources described herein.
Note: Systems and methods described herein may be batch, semi-batch, or continuous, or a combination thereof.
Note: One or more or a combination of embodiments of the present invention may comprise a retrofit to pre-existing processes for producing sodium bicarbonate or sodium carbonate or other carbonate or bicarbonate salts. For example, some embodiments of the present invention may enable the production of ammonia from ammonium chloride, without the calcination of calcium carbonate or using calcium oxide. For example, some embodiments of the present invention may enable the production of ammonia and/or hydrochloric acid from ammonium chloride, which may provide greater value than an ammonium chloride byproduct.
Note: One or more or a combination of embodiments of the present invention may require solid handling or solid transfer or solid storage. Solid transfer may include, but is not limited to, conveyor belts, screw conveyors, bucket elevators, belt conveyors, pneumatic conveyors, or a combination thereof. Solid storage or transport or a combination thereof may include, but is not limited to, bin, or silo, hopper cars, bulk sacks, or other solids shipping containers, or a combination thereof.
Note: Temperatures in one or more parts of one or more embodiments may include, but are not limited to, greater than, equal to, or less than one or more or a combination of the following in degrees Celsius: −50, −40, −30, −20, −10, 0, 5, 10, 15, 20, 25, 30 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 100, 110, 120, 130, 140, 150, 160, 170, 180, 190, 200, 210, 220, 230, 240, 250, 260, 270, 280, 290, 300, 310, 320, 330, 340, 350, 360, 370, 380, 390, 400, 410, 420, 430, 440, 450, 460, 470, 480, 490, 500, 510, 520, 530, 540, 550, 560, 570, 580, 590, 600, 610, 620, 630, 640, 650, 660, 670, 680, 690, 700, 710, 720, 730, 740, 750, 760, 770, 780, 790, 800, 810, 820, 830, 840, 850, 860, 870, 880, 890, 900, 910, 920, 930, 940, 950, 960, 970, 980, 990, 1000, 1010, 1020, 1030, 1040, 1050, 1060, 1070, 1080, 1090, 1100, 1150, 1200, 1250, 1300, 1350, 1400, 1450, 1500, 1600, 1700, 1800, 1900, 2000, 2250, 2500, 2750, 3000
Note: Sodium may be provided as an example alkali. Other alkali metal salts or cations may be employed instead of or in addition to sodium. For example, potassium or lithium or rubidium or cesium or a combination thereof may be employed.
Note: Ammonia may be provided as an example weak base. Other weak bases or weak base gases may be employed instead of or in addition to ammonia. For example, said other weak bases may include, but are not limited to, one or more or a combination of the following: amines, ammonia derivatives, imines, azines, CO2 capture absorbent cations, CO2 capture absorbents, or a combination thereof, or other weak bases, or other weak gases.
Note: CO2 sources may include, but are not limited to, one or more or a combination of the following: Power Plant (Natural gas, coal, oil, petcoke, biofuel, municipal waste), Cement production, chemical production, Waste Water Treatment, Landfill gas, Air, Metal production/refining (such as Iron, Steel, Aluminum, etc.), Glass production, Oil refineries, LNG liquification, HVAC, Transportation vehicles (ships, boats, cars, buses, trains, trucks, airplanes), Natural Gas, Biogas, Alcohol fermentation, Volcanic Activity, Decomposing leaves/biomass, Septic tank, Respiration, Manufacturing facilities, Fertilizer production, or Geothermal processes where CO2(g) releases from a well or wells.
Note: Input CO2 vol % concentration may be greater than or equal to one or more or a combination of the following volume percent concentrations: 0%, or 0.001%, or 0.1%, or 0.5%, or 1%, or 1.5%, or 2%, or 2.5%, or 3%, or 3.5%, or 4%, or 4.5%, 5%, or 5.5%, or 6%, or 6.5%, or 7%, or 7.5%, or 8%, or 8.5%, or 9%, or 9.5%, or 10%, or 10.5%, or 11%, or 11.5%, or 12%, or 12.5%, or 13%, or 13.5%, or 14%, or 14.5%, or 15%, or 20%, or 30%, or 40%, or 50%, or 60%, or 70%, or 80%, or 90%, or 100%.
Note: A gas stream comprising CO2 may be concentrated to a greater concentration of CO2 or a greater partial pressure of CO2 before being absorbed in one or more or a combination of embodiments of the present invention. Said concentrating may be conducted using including, but not limited to, one or more or a combination of the following: gas membrane, or absorption/desorption CO2 capture, or adsorption/desorption CO2 capture, or recirculated CO2, or desorption CO2, or CO2 from one or more or a combination of higher concentration CO2 sources, or condensation of non-CO2 gas, or cooling, or heating, or deposition, or deposition/sublimination, or cryogenic separation, or compression, or pressurization, electrochemical process, or ion exchange, or electrodialysis, or fuel cell, or a combination thereof.
Note: Absorption of a gas into a solution containing ammonia and/or absorption of ammonia into a solution may result in the formation of a residual or remaining gas stream comprising residual ammonia. Said residual or remaining gas stream may comprise, for example, remaining unabsorbed gases or inert gases. One or more or a combination of embodiments herein may employ an ammonia recovery or ammonia abatement cycle or system. Alternately or additionally, ammonia may be removed to ultra-low concentrations (e.g. single or double digit PPM concentrations) using hydrochloric acid (which may be produced by some embodiments herein), and/or ammonia or hydrochloric acid or both may be recovered from the resulting ammonium chloride using one or more or a combination of embodiments herein.
Note: Ammonia losses may occur within one or more or a combination of embodiments described herein. Makeup ammonia may be provided, for example, as needed.
Note: In some embodiments, ammonia may form at elevated temperatures. In some embodiments, if oxygen is present, some ammonia may undergo combustion. Ammonia combustion products, even at residual or low concentrations, may be present in one or more gases or liquids or solids or a combination thereof in one or more or a combination of embodiments. Said ammonia combustion products may comprise, including, but not limited to, nitrogen oxides, or nitrogen, or nitric acid, or a derivative thereof, or a combination thereof. Systems and methods for detecting, treating, removing, economically using, recovering, or a combination thereof said ammonia combustion products may be employed.
Note: Filling, or reacting, or emptying, or a combination thereof may be conducted simultaneously if desired.
Additional Embodiments
- 1. A process comprising:
reacting ammonium chloride with zinc oxide to form a zinc chloride, ammonia, and water;
reacting the zinc chloride with sulfuric acid to form a zinc sulfate and hydrochloric acid; and
thermally decomposing the zinc sulfate to produce zinc oxide.
- 2. The process of embodiment 1 wherein the thermal decomposing of zinc sulfate further produces sulfur dioxide, or diatomic oxygen, or sulfur trioxide, or a combination thereof
- 3. The process of embodiment 1 wherein the thermal decomposing of zinc sulfate further produces sulfur dioxide and wherein the process further comprises reacting sulfur dioxide with diatomic oxygen to produce sulfur trioxide.
- 4. The process of embodiment 2 which further comprises reacting said sulfur dioxide, or diatomic oxygen, or sulfur trioxide, or a combination thereof with water to form sulfuric acid.
- 5. The process of embodiment 4 which further comprises reacting said formed sulfuric acid with zinc chloride.
- 6. The process of embodiment 1 wherein said ammonia comprises gaseous ammonia and wherein said water comprises gaseous water vapor.
- 7. The process of embodiment 6 which further comprises condensing said gaseous water vapor.
- 8. The process of embodiment 6 which further comprising condensing said gaseous ammonia and said gaseous water vapor.
- 9. The process of embodiment 1 wherein at least a portion of the zinc chloride, the zinc sulfate, or both are in a solid phase.
- 10. The process of embodiment 1 wherein at least a portion of sulfuric acid, hydrochloric acid, or both are in a liquid phase.
- 11. The process of embodiment 1 which further comprises separating at least a portion of zinc sulfate from at least a portion of hydrochloric acid.
- 12. The process of embodiment 1 wherein at least a portion of the formed zinc sulfate, or of the formed zinc chloride, or the combination thereof are dissolved in the hydrochloric acid and wherein the process further comprises separating at least a portion of (1) the dissolved zinc sulfate or (2) the dissolved zinc chloride, or (3) the combination of (1) and (2) from the hydrochloric acid.
- 13. The process of embodiment 12 wherein said separating comprises employing a membrane based process, distillation, electrodialysis, ion exchange, crystallization, precipitation, ‘salting-out’, common-ion effect, or a combination thereof
- 14. The process of embodiment 1 wherein said reacting of ammonium chloride with zinc oxide is conducted at a temperature of greater than about 200° C. and wherein both the ammonium chloride and zinc oxide are in solid form.
- 15. The process of embodiment 1 wherein said reacting of ammonium chloride with zinc oxide is conducted at a temperature of greater than about 200° C. and wherein the ammonium chloride comprises a gaseous mixture of ammonia and hydrochloric acid.
- 16. The process of embodiment 1 wherein said reacting of ammonium chloride with zinc oxide is conducted at a temperature greater than or equal to about 338° C. and wherein the ammonium chloride comprises a gaseous mixture of ammonia and hydrochloric acid.
- 17. The process of embodiment 1 wherein said reacting of ammonium chloride with zinc oxide is conducted in a low diatomic oxygen environment.
- 18. The process of embodiment 17 wherein said low diatomic oxygen environment comprises a diatomic oxygen concentration of less than about 1 percent by volume.
- 19. The process of embodiment 1 wherein the ammonium chloride is sourced from a process for producing sodium bicarbonate or sodium carbonate.
- 20. The process of embodiment 1 which further comprises producing sodium bicarbonate or sodium carbonate using a process employing the ammonia, water, or a combination thereof.
- 21. A process comprising:
- reacting sodium chloride with ammonia, carbon dioxide, and water to form sodium bicarbonate and ammonium chloride;
- reacting ammonium chloride with zinc oxide to form zinc chloride, ammonia, and water;
- reacting the zinc chloride with sulfuric acid to form zinc sulfate and hydrochloric acid; and
- decomposing the zinc sulfate to produce zinc oxide.
- 22. The process of embodiment 21 wherein the decomposing of zinc sulfate further comprises forming sulfur dioxide, or diatomic oxygen, or sulfur trioxide, or a combination thereof
- 23. The process of embodiment 22 which further comprises reacting said formed sulfur dioxide, or formed diatomic oxygen, or formed sulfur trioxide, or a combination thereof with water to produce sulfuric acid.
- 24. The process of embodiment 23 which further comprises reacting said produced sulfuric acid with zinc chloride to form zinc sulfate and hydrochloric acid.
- 25. The process of embodiment 21 which further comprises decomposing said formed sodium bicarbonate to form carbon dioxide and (1) sodium carbonate, or (2) sodium sesquicarbonate, or (3) a combination of (1) and (2).
- 26. The process of embodiment 25 which further comprises reacting the formed carbon dioxide with sodium chloride, ammonia, and water to form sodium bicarbonate and ammonium chloride.
- 27. The process of embodiment 21 which further comprises recycling said formed gaseous ammonia, gaseous water vapor, or both.
- 28. The process of embodiment 21 which further comprises dissolving said formed sodium bicarbonate in the ocean.
- 29. The process of embodiment 25 which further comprises dissolving said formed sodium carbonate, said formed sodium sesquicarbonate, or both in the ocean.
- 30. The process of embodiment 21 which further comprises employing carbon dioxide captured from at least one carbon dioxide emission source, from air, or both.
- 31. A process for producing ammonia from ammonium chloride comprising:
- thermally decomposing ammonium chloride into a gaseous mixture comprising ammonia and hydrochloric acid; and
- contacting said gaseous mixture with zinc oxide, forming solid zinc chloride, gaseous ammonia, and gaseous water vapor.
- 32. A process for producing separated ammonia and hydrochloric acid from ammonium chloride comprising:
- reacting ammonium chloride with zinc oxide, forming zinc chloride, gaseous ammonia, and gaseous water vapor;
- reacting zinc chloride with sulfuric acid, forming zinc sulfate and hydrochloric acid; and
- thermally decomposing zinc sulfate to produce zinc oxide.
Claims
1. A process comprising:
reacting ammonium chloride with zinc oxide to form a zinc chloride, ammonia, and water;
reacting the zinc chloride with sulfuric acid to form a zinc sulfate and hydrochloric acid; and
thermally decomposing the zinc sulfate to produce zinc oxide.
2. The process of claim 1 wherein the thermal decomposing of zinc sulfate further produces sulfur dioxide, or diatomic oxygen, or sulfur trioxide, or a combination thereof.
3. The process of claim 1 wherein the thermal decomposing of zinc sulfate further produces sulfur dioxide and wherein the process further comprises reacting sulfur dioxide with diatomic oxygen to produce sulfur trioxide.
4. The process of claim 2 which further comprises reacting said sulfur dioxide, or diatomic oxygen, or sulfur trioxide, or a combination thereof with water to form sulfuric acid.
5. The process of claim 4 which further comprises reacting said formed sulfuric acid with zinc chloride.
6. The process of claim 1 wherein said ammonia comprises gaseous ammonia and wherein said water comprises gaseous water vapor.
7. The process of claim 6 which further comprises condensing said gaseous water vapor.
8. The process of claim 6 which further comprising condensing said gaseous ammonia and said gaseous water vapor.
9. The process of claim 1 wherein at least a portion of the zinc chloride, the zinc sulfate, or both are in a solid phase.
10. The process of claim 1 wherein at least a portion of sulfuric acid, hydrochloric acid, or both are in a liquid phase.
11. The process of claim 1 which further comprises separating at least a portion of zinc sulfate from at least a portion of hydrochloric acid.
12. The process of claim 1 wherein at least a portion of the formed zinc sulfate, or of the formed zinc chloride, or the combination thereof are dissolved in the hydrochloric acid and wherein the process further comprises separating at least a portion of (1) the dissolved zinc sulfate or (2) the dissolved zinc chloride, or (3) the combination of (1) and (2) from the hydrochloric acid.
13. The process of claim 12 wherein said separating comprises employing a membrane based process, distillation, electrodialysis, ion exchange, crystallization, precipitation, ‘salting-out’, common-ion effect, or a combination thereof.
14. The process of claim 1 wherein said reacting of ammonium chloride with zinc oxide is conducted at a temperature of greater than about 200° C. and wherein both the ammonium chloride and zinc oxide are in solid form.
15. The process of claim 1 wherein said reacting of ammonium chloride with zinc oxide is conducted at a temperature of greater than about 200° C. and wherein the ammonium chloride comprises a gaseous mixture of ammonia and hydrochloric acid.
16. The process of claim 1 wherein said reacting of ammonium chloride with zinc oxide is conducted at a temperature greater than or equal to about 338° C. and wherein the ammonium chloride comprises a gaseous mixture of ammonia and hydrochloric acid.
17. The process of claim 1 wherein said reacting of ammonium chloride with zinc oxide is conducted in a low diatomic oxygen environment.
18. The process of claim 17 wherein said low diatomic oxygen environment comprises a diatomic oxygen concentration of less than about 1 percent by volume.
19. The process of claim 1 wherein the ammonium chloride is sourced from a process for producing sodium bicarbonate or sodium carbonate.
20. The process of claim 1 which further comprises producing sodium bicarbonate or sodium carbonate using a process employing the ammonia, water, or a combination thereof.
21. A process comprising:
reacting sodium chloride with ammonia, carbon dioxide, and water to form sodium bicarbonate and ammonium chloride;
reacting ammonium chloride with zinc oxide to form zinc chloride, ammonia, and water;
reacting the zinc chloride with sulfuric acid to form zinc sulfate and hydrochloric acid; and
decomposing the zinc sulfate to produce zinc oxide.
22. The process of claim 21 wherein the decomposing of zinc sulfate further comprises forming sulfur dioxide, or diatomic oxygen, or sulfur trioxide, or a combination thereof.
23. The process of claim 22 which further comprises reacting said formed sulfur dioxide, or formed diatomic oxygen, or formed sulfur trioxide, or a combination thereof with water to produce sulfuric acid.
24. The process of claim 23 which further comprises reacting said produced sulfuric acid with zinc chloride to form zinc sulfate and hydrochloric acid.
25. The process of claim 21 which further comprises decomposing said formed sodium bicarbonate to form carbon dioxide and (1) sodium carbonate, or (2) sodium sesquicarbonate, or (3) a combination of (1) and (2).
26. The process of claim 25 which further comprises reacting the formed carbon dioxide with sodium chloride, ammonia, and water to form sodium bicarbonate and ammonium chloride.
27. The process of claim 21 which further comprises recycling said formed gaseous ammonia, gaseous water vapor, or both.
28. The process of claim 21 which further comprises dissolving said formed sodium bicarbonate in the ocean.
29. The process of claim 25 which further comprises dissolving said formed sodium carbonate, said formed sodium sesquicarbonate, or both in the ocean.
30. The process of claim 21 which further comprises employing carbon dioxide captured from at least one carbon dioxide emission source, from air, or both.
Images & Drawings included:





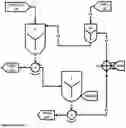
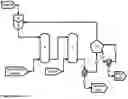
Sources:
- United States Patent and Trademark Office - verify current appl. status at the USPTO↗
Recent applications in this class:
- » 20250171352 2025-05-29
METHOD AND PLANT FOR TREATING RAW-MEAL IN A CEMENT CLINKER MANUFACTURING PROCESS - » 20240360033 2024-10-31
ASSEMBLY FOR REDUCING CO2 EMISSION IN PLANTS FOR CLINKER PRODUCTION - » 20240092691 2024-03-21
METHOD OF PRODUCING A SYNTHETIC CARBONATED MINERAL COMPONENT IN A CEMENT MANUFACTURING PLANT - » 20230365464 2023-11-16
CEMENT CLINKER PRODUCTION SYSTEM AND CEMENT CLINKER PRODUCTION METHOD - » 20230322619 2023-10-12
Polluted COcapturing with lime produced from phosphogypsum calcination using sulfur as non-COfuel - » 20230295040 2023-09-21
METHODS AND SYSTEMS TO CAPTURE CARBON DIOXIDE EMISSIONS - » 20230227354 2023-07-20
METHOD FOR UTILIZING CO2 IN EXHAUST GAS FROM CEMENT PRODUCTION, AND CO2 UTILIZING SYSTEM - » 20230174424 2023-06-08
METHOD FOR SEQUESTERING CO2 FROM FLUE GAS AND PREPARING MICROFIBER-REINFORCED CEMENT - » 20230023151 2023-01-26
PRODUCTION OF SUPPLEMENTARY CEMENTITIOUS MATERIALS THROUGH SEMI-WET CARBONATION, CYCLIC CARBONATION, NON-SLURRY CARBONATION, HIGH TEMPERATURE CARBONATION AND GRANULATION CARBONATION - » 20210061706 2021-03-04
Intrinsic CO2 capture process for the production of metal oxides, cement, CO2 air capture or a combination thereof
Recent applications for this Assignee:
- » 20220017802 2022-01-20
Liquid-liquid phase transition compositions and processes - » 20210356178 2021-11-18
Systems and methods for high energy density heat transfer - » 20210325125 2021-10-21
Systems and adjustable and high energy density thermal storage - » 20210261489 2021-08-26
Processes for the production of citric acid - » 20210261427 2021-08-26
Process for the production of metal oxides - » 20210222960 2021-07-22
Power generation using ice or other frozen fluids as a heat source - » 20210221351 2021-07-22
Low density fluid displacement to store or generate power - » 20210205754 2021-07-08
REGENERABLE BATTERY FOR ELECTRICITY GENERATION FROM GAS SEPARATION PROCESS OR CAPTURED CARBON DIOXIDE - » 20210061706 2021-03-04
Intrinsic CO2 capture process for the production of metal oxides, cement, CO2 air capture or a combination thereof - » 20210054252 2021-02-25
Power generation